10659100
Description
Flashcards by Amer Ibrahimovic, updated more than 1 year ago
|
|
Created by Amer Ibrahimovic
over 6 years ago
|
|
| Question | Answer |
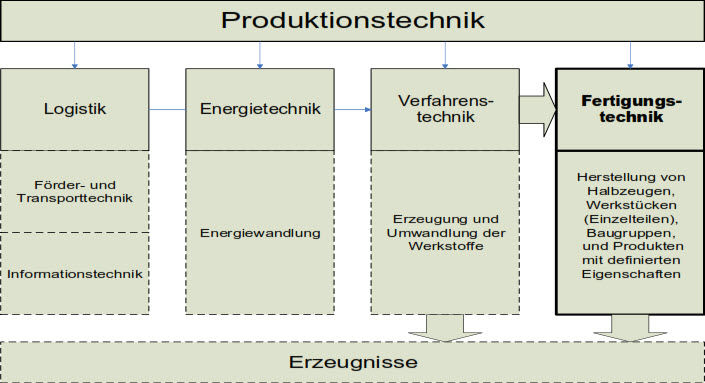
| Welche Ziele verfolgt die Fertigungstechnik? | Fertigungsverfahren gezielt in technische Lösungen umsetzen. Produkte in ausreichender Menge und Qualität bei minimalen Kosten fertigen. Ergonomisch und Umweltverträglichen Bedingungen fertigen. Zum gewünschten Zeitraum und Ort liefern. |
| Ordnen Sie die Fertigungstechnik innerhalb der Produktionstechnik ein. | |
| Welche sechs Hauptgruppen gibt es in der Fertigungstechnik? | Urformen, Umformen, Trennen, Fügen, Beschichten, Stoffeigenschaften ändern |
| Was ist Urformen? | Fertigen eines festen Körpers aus formlosen Stoff |
| Was ist Umformen? | Bildsames Ändern der Form eines festen Körpers |
| Was ist Trennen? | Ändern der Form eines festen Körpers durch örtliches Aufheben des Zusammenhaltens |
| Was ist Fügen? | Zusammenbringen von Werkstücken, auch mit formlosen Stoff |
| Was ist Beschichten? | Aufbringen einer fest haftenden Schicht aus formlosen Stoff |
| Was bedeutet Stoffeigenschaften ändern? | Ändern der Eigenschaften eines Werkstoffes, z.B. durch Diffusion, chemische Reaktionen, Gitterversetzungen etc. |
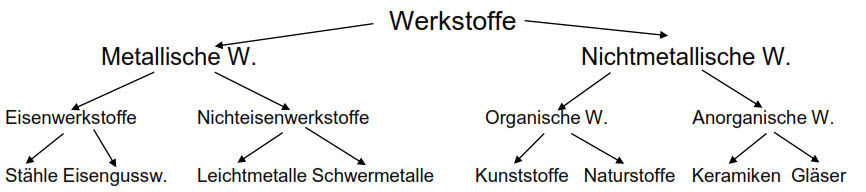
| Welche Werkstoffe stehen für die Herstellung kundengewünschter Produkte zur Verfügung? Ordnen sie diese Gruppenweise (Skizze). |
Image:
Kunde (binary/octet-stream)
|
| Wie lautet eine zentrale Forderung der Fertigungsindustrie? | Reduktion der Anzahl von Fertigungsschritten |
| Welche Fertigungsverfahren setzen sich durch? | Fertigungsverfahren, die die geringsten Material- und Energiebedarf aufweisen |
| Was versteht man unter "Neat-Net-Shape" Technologie? | Near-Net-Shape: Möglichst Endkonturnah herstellen |
| Nennen Sie die wichtigsten Auswahlkriterien für Fertigungsverfahren? | Produktivität (Nutzungsgrad), Zwischenlagerbestände, Flexibilität, Fehlerrate (Qualitätsicherheit), Umweltverträglichkeit (Ressourcenverbrauch) , Arbeitsschutz, Kosten, Termine |
| Was ändert sich in zukünftig für die Fertigungstechnik? | Entsorgung und Ressourcenverbrauch treten in den Vordergrung, optimale Bestandsituation, Steigerung der Flexibilität und Qualität, Humanressourcen mehr Beachtung, Austauschbau |
| Was versteht man unter Austauschbau? | Fertigunsgweise, bei der Einzelteile so gestaltet und gefertigt werden, dass sie nach einer örtlich und/oder zeitlich getrennten Endbearbeitung ohne oder nach definierten zusätzlichen Leistungen montiert werden können und im Produkt niedrigste Gesamtnutzungskosten die vereinbarten oder zugesicherten Funktionsmerkmale über die vorgegebene Lebensdauer zuverlässig erfüllen. |
| Woraus resultieren Funktionseigenschaften? | Sie resultieren aus dem Zusammenwirken der stofflichen und geometrischen Merkmale der Einzelteile eines Produktes, der Eigenschaft der zum Betrieb erforderlichen Energieträger und Hilfsstoffe (Grenzschichten) und den Umweltbedingungen unter denen das Produkt zum Einsatz kommt. |
| Was muss der Produktionsentwickler immer untersuchen bzw. absichern? | Den Zusammenhang zwischen Einzel- und Produkteigenschaft untersuchen |
| Was sind Geometrietoleranzen? | Haben für den Austauschbau eine herausragende Bedeutung. Die Einzelteile bilden geometrisch definierte Konstruktionselemente, beinhalten unterschiedliche Formelemente mit ebenen, zylindrischen, kegelförmigen, kugelförmigen oder frei geformten Flächen. Die Abmessungen, Formen und Lagen zueinander sowie die Oberflächenrauheit dieser Formelemente bestimmen vorrangig die Funktionseigenschaften |
| Was sind Werkstofftoleranzen? | Toleranzen für die chemische Reaktion und die Gefügestruktur der zum Einsatz kommenden Werkstoffe oder Toleranzen für physikalische Eigenschaften der Werkstoffe (Härte, Festigkeit, elektrische Leitfähigkeit) |
| Was sind Funktionstoleranzen? | z.B. Toleranzen für Leistungsgrößen eines Produktes (Bsp.: Laufgenauigkeit einer Uhr, Abtriebsleistung eines PKW-Motors usw.) |
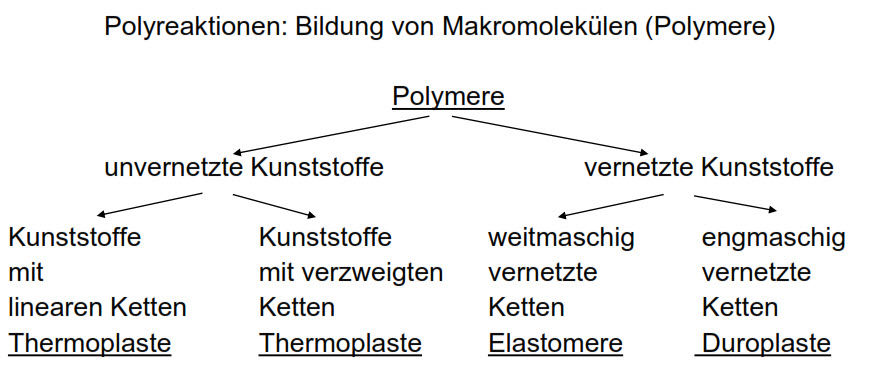
| Welche Kunststoffgruppen stehen für die Herstellung kundengewünschter Produkte zur Verfügung? | |
| Was sind Teilkristaline thermoplastische Kunststoffe? | Sie weisen einen teilweise regelmäßigen chemischen und geometrischen Aufbeu der Makromoleküle auf. Sie bilden aufgrund ihrer Makromölekülstruktur bereichsweise Kristalle. Das sind z.B. Parallelbündungen von Makromolekülen oder Faltungen von Makromolekülabschnitten (PP, PE, PA) |
| Was sind amorphe thermoplastische Kunststoffe? | Sie weisen eine völlige Unordnung auf (ähnlich wie Wattebausch). Sie sind im nicht eingefärbten Zustand Glasklar (PS, PVC, PC, PMMA) |
| Unterscheiden Sie Haupt- und Nebenvalenzkräfte innerhalb und zwischen den Makromolekülen thermoplastischer Kunststoffe. | Hauptvalenzkräfte (chemische Bindungen) und Nebenvalenzkräfte (zwischenmolekulare Anziehungskräfte) |
| Welche Ursachen haben die elektrostatischen Anziehungskräfte zwischen Makromolekülen? | Sie resultieren aus elektrostatischen Anziehungskräften, deren Ursachen im Atomaufbau zu finden sind (Dispersionskräfte, Dipolkräfte, Induktionskräfte, Wasserstoffbrückenkräfte) |
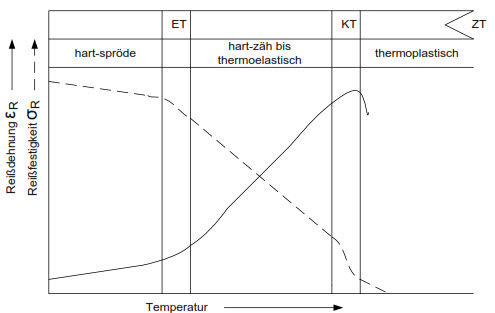
| Skizzieren Sie in Zustandsdiagramm für einen thermoplastischen Kunststoff. | |
| Wie werden Zustandsdiagramme gewonnen? | Werden mittels Zugversuche bei unterschiedlichen Temperaturen gewonnen |
| Ordnen sie "fest" typischen Fertigungsverfahren zu (Kunststoffe). | Fest: spanendes und spanloses trennen, lösbares und unlösbares Fügen (Kleben), Beschichten (Oberflächenveredlung) |
| Ordnen sie "thermoelastisch" typischen Fertigungsverfahren zu (Kunststoffe). | Biege-, Druck-, Zug- und Zugdruckumformung |
| Ordnen sie "thermoplastisch" typischen Fertigungsverfahren zu (Kunststoffe). | Spritzgießen, Extrudieren, Pressen, Schäumen, Rotationsformen, Fügen (Schweißen) |
| Flussdiagramm Spritzgießen | lernen |
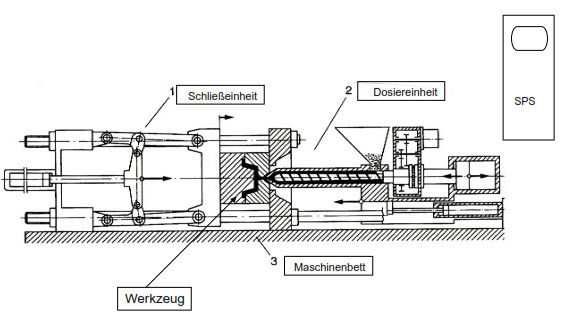
| Baugruppen Spritzgießmaschine | |
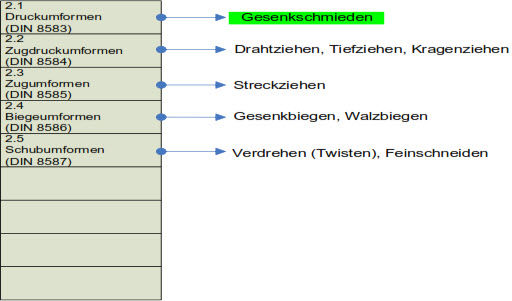
| Wie werden Umformverfahren innerhalb der DIN8580 eingeteilt? Nennen Sie für die Untergruppen jeweils ein Beispiel. | |
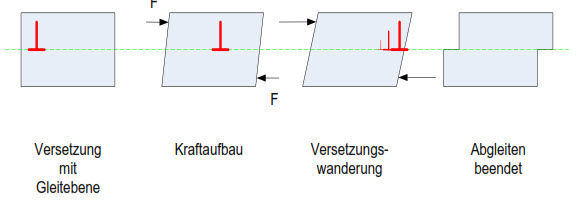
| Was versteht man unter Versetzungen? | Versetzungen sind linienförmige Gitterstörungen. Sie gleiten unter Krafteinwirkung ab und führen zu bleibenden Formänderungen. |
| Skizzieren sie das Gleiten bei Versetzungen | |
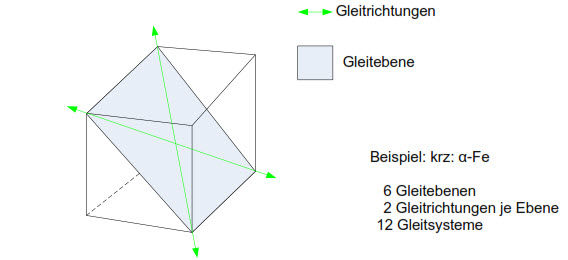
| Was bezeichnet man als Gleitsystem? Welchen Einfluss haben die Gleitsysteme auf das Formänderungsvermögen metallischer Werkstoffe? | Versetzungen wandern innerhalb von Gleitsystemen. Die Kombination von Gleitebenen und möglichen Gleitrichtungen ergeben die Anzahl der Gleitsysteme. Je mehr Gleitsysteme, desto besser das Formänderungsvermögen. |
| Skizzieren Sie ein Gleitsystem | |
| Was bezeichnet man als Erholung? | Erholung ist die Verringerung der inneren Spannung. Die Erholung ist dadurch gekennzeichnet, dass eine bestimmte Entfestigung durch Spannungsabbau stattfindet, die umgeformte Gefügestruktur aber nicht verändert. |
| Was bezeichnet man als dynamische Entfestigung | Tritt bei Temperaturen > 0,45 x Schmelz-temperatur auf. Ist eine Werkstoffentfestigung durch Rekristallisation. Kann während der Umformung ablaufen, insbesondere wenn warm umgeformt wird. |
| Wovon ist die Korngröße bei der Rekristallisation abhängig? | Korngröße ist abhängig vom Umformgrad und der Umformtemperatur |
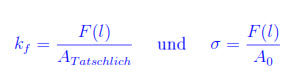
| Wie unterscheidet sich die Definition von Fließspannung k_f und Spannung σ |
Image:
Kf (binary/octet-stream)
|
| Wie ist die logarithmische Formänderung (Umformgrad φ ) im Vergleich zur Dehnung ε definiert? Skizzieren Sie die Fließkurve und die Spannungs-Dehnungskurve für einen Stahl mit ausgeprägter Plastizität. | |
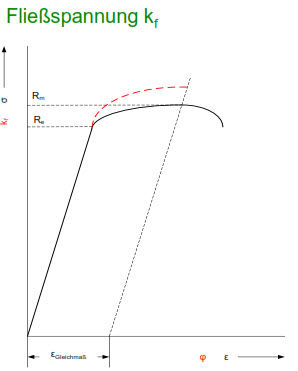
| Skizzieren Sie qualitativ den Einfluss der Umformtemperatur auf die Fließspannung. Sie erhöhen die Umformtemperatur von Raumtemperatur (20°C) auf Schmiedetemperatur (1250°C). Um welchen Faktor sinkt daduch ung. die Umformkraft? | ung. um das 4-fache laut Diagramm |
| Flussdiagrammm Gedenkschmieden | |
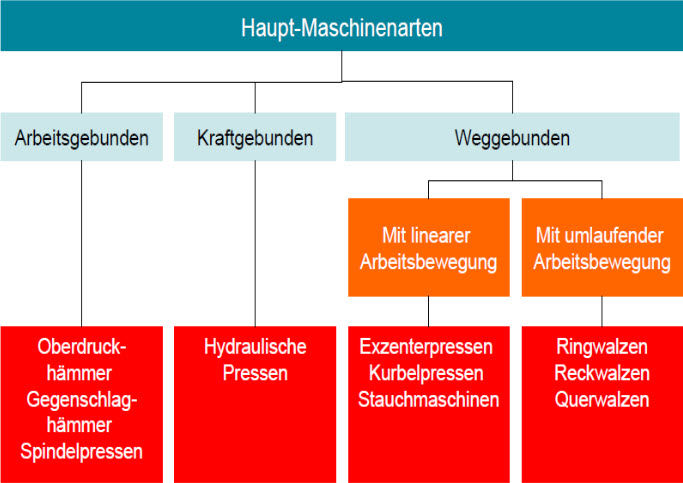
| Unterscheiden Sie Schmiedemaschinen nach ihrem Wirkprinzip | Schmiede-maschinen werden nach Umforkraft-wirkung sowie den Umform-werkzeugen unterschieden |
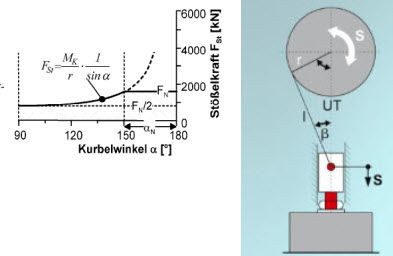
| Wodurch wird die Umforkraft bei einer Exzenterpresse bregenzt? Beschreiben sie qualitativ den Kraft-/Kurbelwinkelverlauf im Bereich 90° vor OT bis UT |
Kraft ist bei UT am größten, bei 90° am kleinsten
Image:
Otut (binary/octet-stream)
|
| Warum bestimmt die Steifigkeit einer Umformmaschine die Abbildgenauigkeit beim Gesenkschmieden? | Je nach Steifigkeit der Maschine wirken sich Kraftschwankungen unterschiedlich aus. |
| Welchen Einfluss haben in diesem Zusammenhang Umformtemperaturschwankungen? | Je nach Temperatur ändert sich auch die Fließspannung. Dies erzeugt ebenfalls Kraftschwankungen |
| Was sind abbildende Fertigungsverfahren? | Sind Ur- und Umformverfahren. Benötigt wird ein Werkzeug mit der Negativform des Werkstücks (Spritzgießwerkzeug, Matrize, Gesenk usw.) |
| Was sind gesteuerte Fertigungsverfahren? | Abheben von Spänen. Werkzeug mit Schneiden (Bohrer, Drehmeißel, Fräser, Schleifscheibe, Läppstein usw.) oder ein Medium (Druckwasser, Laser, Elektronen) |
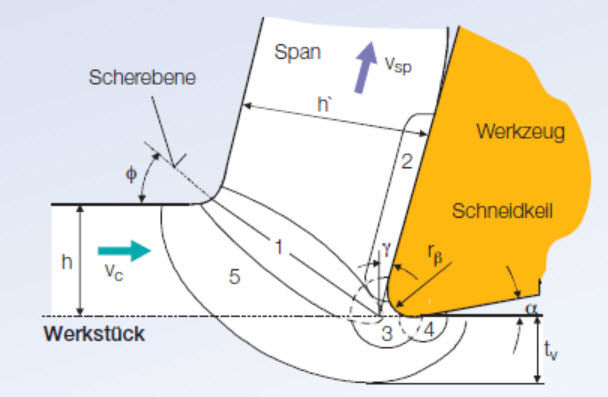
| Wovon ist die Spanbildung beim Spanen mit geometrsich bestimmen Schneiden abhängig? | Die Spanbildung ist abhängig vom Formänderungsvermögen des Werkstoffes. Spröde Werkstoffe neigen zur Rissbildung. |
| Nennen Sie die drei wichtigsten Winkel beim Spanen | |
| Bennen sie die drei wichtigsten Winkel (Skizze) | |
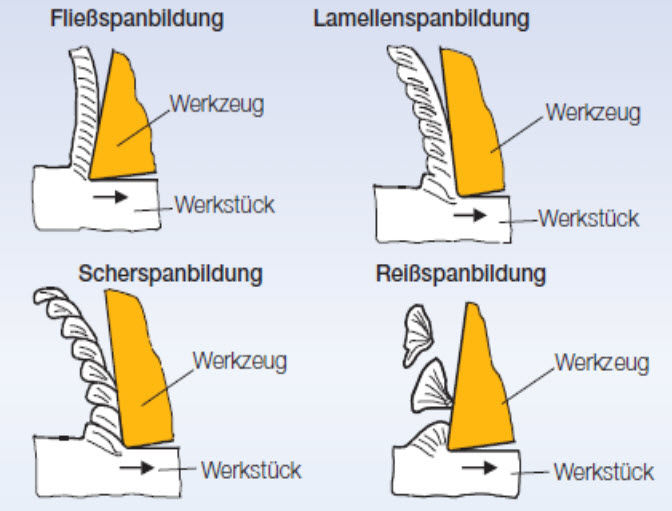
| Skizzieren Sie dir vier typischen Spanformen |
Image:
Span (binary/octet-stream)
|
| Welche Funktionen übernehmen Kühlschmierstoffe? | Kühlschmierstoffe können die mechanische, chemische und thermische Beanspruchung sowohl der Werkzeuge auch als auch der Werkstücke verringern. Dadurch verlängert sich die Werkzeugstandzeit, weil der Verschleiß abnimmt. Die thermische Werkstückrandzonenbeeinflussung wird reduziert, die Güter der Werkstückoberfläche verbessert. |
| Welchen Nachteil bringt der Einsatz von Kühlschmierstoffen? | Zusatzkosten und Mitweltbelastung. Der Einsatz verbietet sich für thermoschockgefährdete Werkstoffe, z.B. hochharte Schneidstoffe auf Diamant- und Bornitrid-Basis |
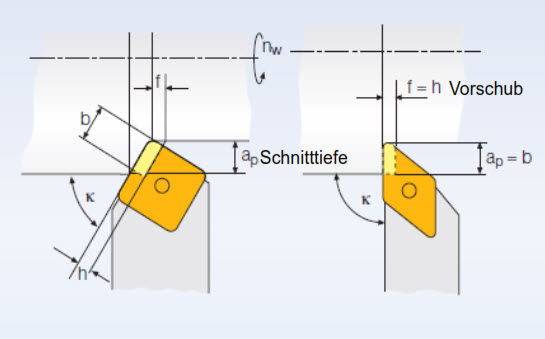
| Unterscheiden Sie Schnitt- (ap,f) und Spannungsgrößen (h,b) beim Drehen (Skizze) | |
| Was lässt sich mit dem Einstellwinkel ϰ (Kappa) variieren? | Die Eingriffslänge der Schneide |
| Wie ist die spezifische Schnittkraft k_c definiert? | |
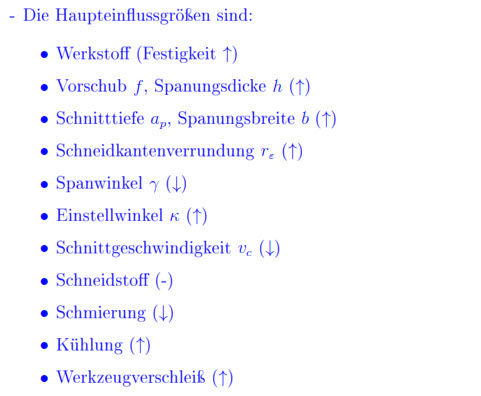
| Nennen Sie Einflussgrößen auf die Zerspankraft F_c | |
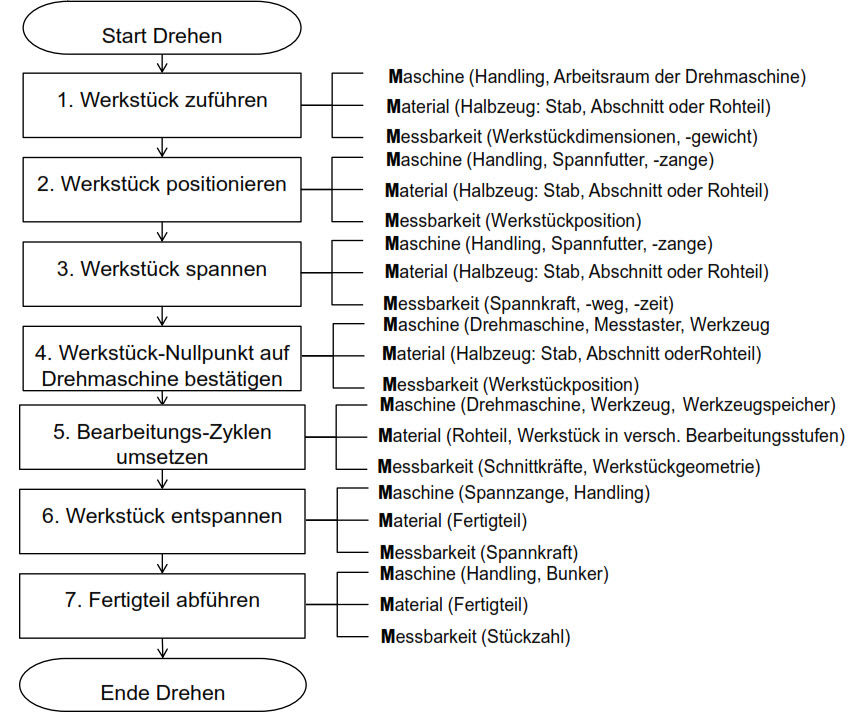
| Flussdiagramm Drehen |
Image:
Drehen (binary/octet-stream)
|
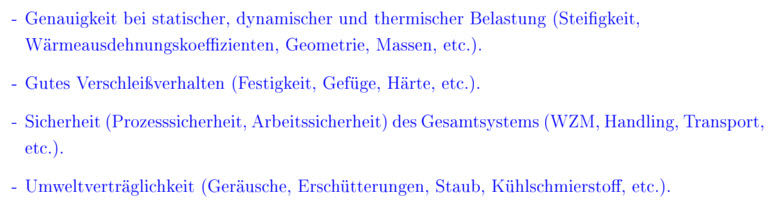
| Erstellen Sie eine Anforderungsliste (Lastenheft/Pflichtenheft) für eine Drehmaschine (Allgemein) | |
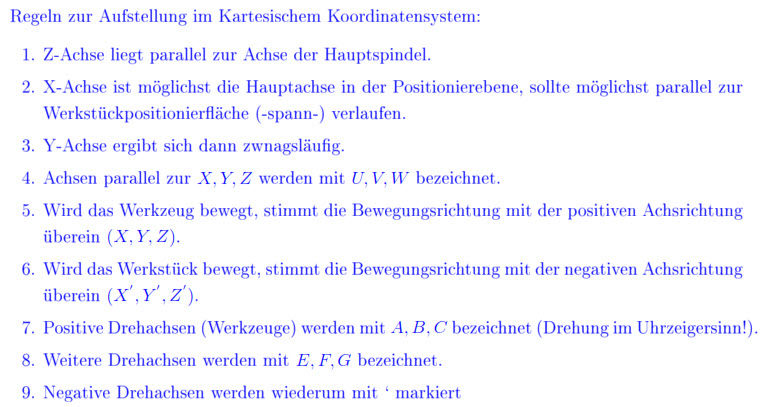
| Welche Regeln sind bei der Fertigung von Achsen und Bewegungsrichtungen einer CNC-Werkzeugmaschine im kartesischen Koordinatensystem zu beachten? | |
| Unterscheiden Sie die Fertigungsmöglichkeiten beim Drehen mit Drehmaschinen mit 2D- oder 3D-Steuerung | |
| Was versteht man unter Maschinennullpunkt? | Maschinennullpunkt M und das Maschinenkoordinatensystem der CNC-Werkzeugmaschine werdem vom Hersteller ausgelegt und snd unveränderbar |
| Was versteht man unter Werkstücknullpunkt? | Werkstücknullpunkt W und das Werkstückkoordinatensystem werdem vom Programmierer festgelegt und sind veränderbar |
| Was versteht man unter Referenzpunkt? | Referenzpunkt R wird festgelegt, wenn der Maschinennullpunkt M vom Werkzeug nicht angefahren werden kann. Die Position von R ist fest mit dem Wegmesssystem der CNA-Maschine verbunden. Die Position von M ist ebenfalls gespeichert. Somit kennt die Steuerung nach dem Anfahren von R die Position des Werkzeuges innerhalb der Maschine. |
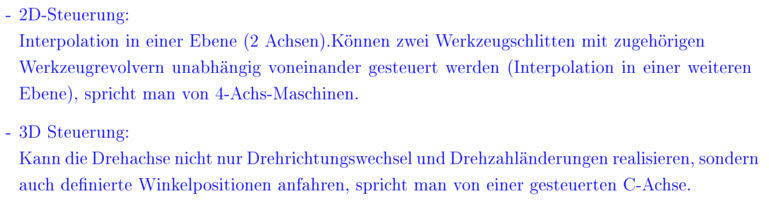
| Nennen Sie die wesentlichen Elemente eines Werkzeugsystems? Welche Funktionen übernehmen die Elemente neben dem Werkzeug? |
Image:
Wzs (binary/octet-stream)
|
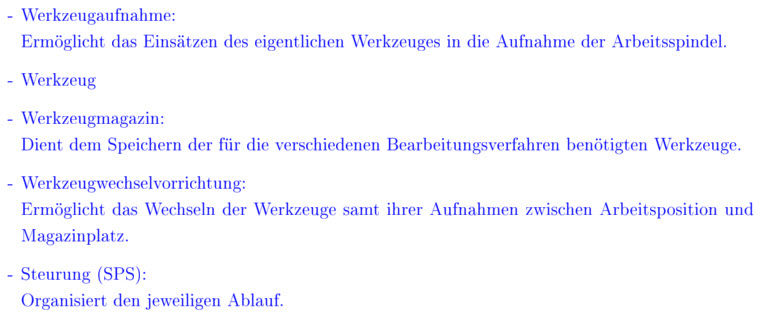
| Werkzeuge für hoch automatisierte CNC-Werkzeugmaschinen müssen bestimmte Anforderungen erfüllen. Tragen Sie diese in einem Lastenheft zusammen. |
Image:
Wzkl (binary/octet-stream)
|
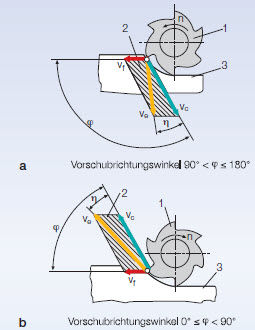
| Unterscheiden Sie das Gleichlauf- und Gegenfräsen |
Image:
Ggf (binary/octet-stream)
|
| Nennen Sie die Vorteile und Nachteile von Gleichlauf- und Gegenfräsen |
Image:
Ggv (binary/octet-stream)
|
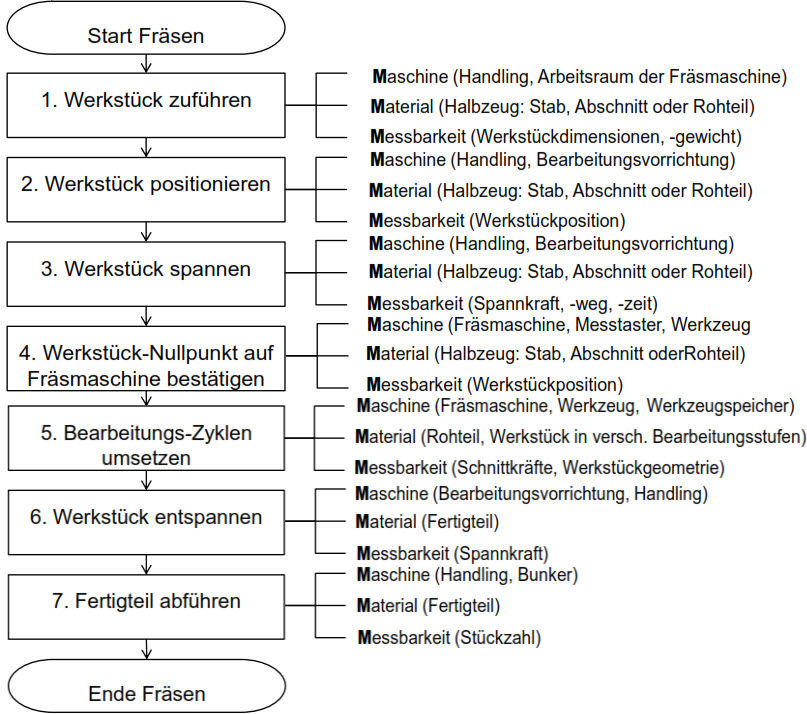
| Flussdiagramm Fräsen | |
| Bearbeitungsmöglichkeiten bei Fräsen ind 2D und 2,5D | 2,5D ist eine 2D-Steuerung die auf verschiedenen Ebenen umgeschaltet werden kann |
| Bearbeitungsmöglichkeiten bei 5D | 5D-Steuerung ist die gleichzeitige Interpolation in drei Linearachsen und zwei Drehachsen. Die Maschine kann mit einem Arbeitstisch oder einer Arbeitsspindel ausgestattet sein, die sowohl drehbar als auch schwenkbar sind. Die zusätzlichen Achsen werden von der CNC-Maschine als 4. und 5. Achse angesteuert |
| Nennen Sie typische Funktionsumfänge für Fertigungsvorrichtungen. Welche Bedeutung haben diese für die Ausgestaltung flexibler Fertigungszellen (FFZ)? | Durch den Einsatz weiterer Fertigungs-Vorrichtungen wie Positionier- und Spannvorrichtungen, Transport und Wechselvorrichtungen, Palettier- und Stapelvorrichtungen etc. enstehen s. g. flexible Fertigungs-Zellen (FFZ) mit typischen Merkamlen. |
| Nennen sie typische Merkmale flexibler Fertigungszellen (FFZ)? | -Jede FFZ ist eine autonome, hoch automatisierte Fertigungseinheit, bestehend aus einem (max. zwei) CNC-Bearbeitungszentrum mit gesteuertem Werkzeug- und Werkstückwechsel. -Verfügt über Belade-, Entlade- und Transporteinrichtungen in Verbindung mit produktspezifischen Spann-, und Positioniervorrichtungen für Werkzeuge und Werkstücke -Nutzt Überwachungseinrichtungen für Werkzeuge und Werkstücke und ist immer häufiger mittels leistungsfähiger BUS-Systeme vernetzt |
| Welche Vorteile bieten Werkzeugmaschinen-Gestelle aus Polymerbeton? | Bessere Dämpfungseigenschaften führen zu geringeren Schwingungen und Resonanzen und ermöglichen so genauere Bearbeitungsmöglichkeiten (Feinbearbeitung). |
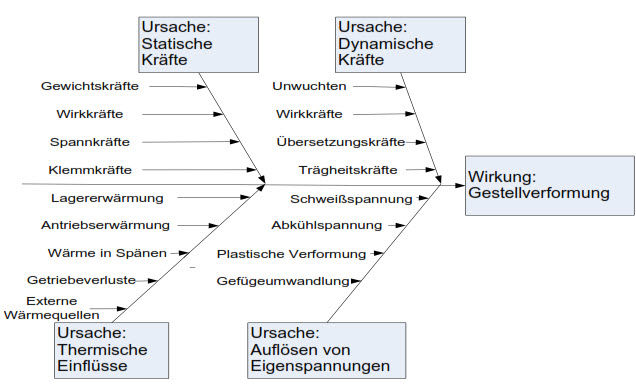
| Nennen sie die wesentlichen Ursachen für ein Gestellverformungen. Fassen Sie ihre Antwort als Ursachen-Wirkungsdiagramm zusammen |
Image:
Uwd (binary/octet-stream)
|
| Welche zwei Gestelldimensionierungsarten gibt es? | Dimensionierung auf: - Festigkeit - Steifigkeit |
| Beschreiben Sie Dimensionierung auf Festigkeit | Es soll verhindert werden, dass an irgendeiner Stelle eine Überlastung auftritt, d.h. bei duktilen Werkstoffen eine bleibende Verformung oder bei spröden ein Bruch auftritt. Spannung_max <= Spannung_Zul |
| Beschreiben Sie Dimensionierung auf Steifigkeit | Die Gestelle sollen Steif genug sein, d.h. unter Last sollen bestimmte Federwege nicht überschritten werden. DELTA_L <= DELTA_L_ZUL. Es werden nur elastische Verformungen zugelassen. |
| Welche wesentlichen Elemente beinhaltet ein Werkzeugsystem für spanende Werkzeugmaschinen? | Werkzeugaufnahme: Ermöglicht das Einsätzen des eigentlichen Werkzeuges in die Aufnahme der Arbeitsspindel Werkzeugmagazin: Dient dem Speichern für die verschiedenen Bearbeitungsverfahren benötigten Werkzeuge Werkzeugwechselvorrichtung: Ermöglicht das Wechseln der Werkzeugesamt ihrer Aufnahmen zwischen Arbeitsposition und Magazinplatz Steuerung (SPS): Organisiert den jeweiligen Ablauf |
| Werkzeuge für hoch automatisierte CNC-Werkzeugmaschinen müssen besteimmt Anforderungen erfüllen. Tragen Sie diese in einem Lastenheft zusammen. | Werkzeuge bestimmen die Leistungsfähigkeit von CNC-Maschinen und müssen diese unterstützen. Entscheidend sind die erreichbaren Schnittdaten und Schnittgeschwindigkeiten, Vorschub, Spanungsquerschnitt, Spanvolumen und Standzeit. Werkzeuge müssen technologisch zuverlässig sein, d.h. die v.g. Schnittdaten müssen reproduzierbar sein (Standzeit ohne unzulässigen Qualitätsverlust bis zum Schneidenwechsel) Die geometrische Zuverlässigkeit der Werkzeuge ist aus Sicht der numerisch gesteuerten Werkzeugbewegungen selbstverständlich. Die Werkzeug-Sollmaße werden deshalb wie die Werkstück-Sollmaße von der CNC-Steuerung verarbeitet Werkzeuge müssen sich zu einem flexiblen Werkzuegsystem, das modular aufgebaut ist, ergänzen lassen. Die leichte Handhabung steht dabei im Vordergrund |
| Welche Größe bestimmt die Produktivität beim Schleifen? | Zeitspanvolumen QV [mm³/min] |
| Welche Verfahren nutzen Werkzeuge mit gebundenen Korn? | Schleifen mit rotierenden Werkzeugen, Bandschleifen, Hubschleifen, Honen Maß- und Formgenauigkeit IT6 bis IT3 |
| Welche Verfahren nutzen Werkzeuge mit ungebundenen Korn? | Läppen, Strahlspanen, Gleitspanen |
| Skizzieren Sie den Aufbau einer Schleifscheibe und benennen Sie die wesentlichen Bestandteile | |
| Welche Bedeutung haben die Poren innerhalb einer Schleifscheibe? | Spanraum, das sind Poren innerhalb einer Schleifscheibe sowie Leerräume vor den Schneiden im Bereich der aktiven Oberfläche des Schleifwerkzeuges |
| Was versteht man unter Selbstschärfungseffekt bei Schleifwerkzeugen? | Der Effekt trifft auf, wenn Schleifkörner so belastet werden, das weitgehend neue arbeitsscharfe Schneiden entstehen. Dieser Effekt setzt vorraus, das hohe Kräfte am Schleifkorn wirken. Das heißt, dass dieser Effekt bervorzugt beim Schruppschleifen auftritt. Bei anderen Verfahren muss das Schleifwerkzeug früher nachgeschärft (abgerichtet) werden. |
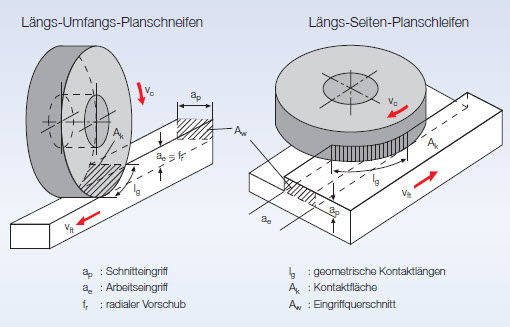
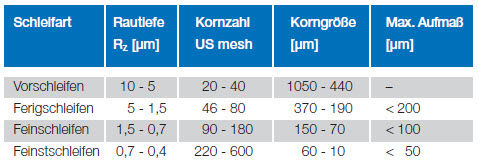
| Welchen Einfluss hat die Korngröße einer Schleifscheibe auf die erzielbare Oberfläche? |
Je größer das Korn, desto feiner die Schleifart
Image:
Korn (binary/octet-stream)
|
| Warum müssen Schleifscheiben regelmäßig abgerichtet werden? Wie werden beste Schleifprozessergebnisse erzielt? | Das Abrichten ist erforderlich, damit ein ausreichender Kornüberstand (ausreichendes Spanvolumen) vorhanden ist. In jüngerer Zeit werden zunehmend synthetische polykristalle Diamanten für Abrichtwerkzeuge eingesetzt. Das Abrichten mit einem stehenden Werkzeug ist prinzipiell genauer als mit einem rotierenden Werkzeug, da Rundlauf und Taumelfehler der Abrichtspindel nicht übertragen werden. |
| Welche Eigenschaftsänderung können Schleifprozesse in den Randzonen der bearbeitenden Werkstücke bewirken? Welche Funktionsanforderungen sind in diesem Zusammenhang insbesondere zu beachten? | Eigenschaftsänderungen: Zu nennen sind in diesem Zusammenhang Weichhautbildung durch Anlassen, Bildung unerwünschter Zugeigenspannungszustände, Bildung martensitischer (weißer) Schichten und /oder Entstehung von Mikrosissen Funktionsanforderungen: Lassen sich durch Kenngröße wie Mittenrauwert, gemittelte Rautiefe, Traganteil beschreiben |
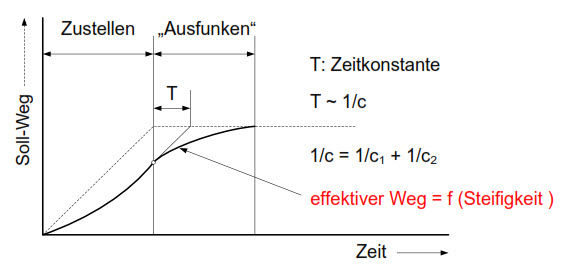
| Warum bestimmt die Gestellsteifigkeit die Zykluszeit (Wirtschaftlichkeit) beim Rundschlaifen? Skizzieren Sie den Soll- und Istweg im Moment der Zustellung | |
| Unterscheiden Sie die wesentlichen Bahnsteuerungsarten (4) | 2D verfährt zwei Linearachsen gleichzeitig 2 1/2 beinhaltet zusätzlich Anfahren verschiedener Ebenen (Höhe) 3D verfährt drei Linearachsen gleichzeitig 5D beinhaltet zusätzliche Dreh-/Schwenkbewegungen |
| Wie können CNC-Werkzeugmaschinen mit übergeordneten Informationssystemen (CAD/CAM, EMP/MES) vernetzt werden? | Für die Programmierung müssen sämtliche Geometrie (Weg) und Technologiedaten bekannt sein Programmiersprachen für NC- oder CNC unterscheiden sich nicht grundsätzlich. NC nutzen Program Programmierformblätter (Lochkarten, Lochstreifen), CNC arbeiten an Bildschirmarbeitsplätzen (Diskette, Tape, Netzwerkkabel) Nuten einheitliche Befehls- bzw. Kommandostrukturen: DIN66025 |
| Welche Daten sind bei der Programmierung von CNC-Werkzeugmaschinen umzusetzen? | Weginformationen: Steuerung der Relativbewegung zwischen Werkzeug und Werkstück Technologieinformation: Drehzahl (Spindel), Vorschubrichtung, Vorschubgeschwindigkeit etc. Schaltinformationen: Werkzeugwechsel, Werkstückwechsel |
| Unterscheiden Sie die werkstattnahe und die werkstattferne Programmierung | Werkstattnah: Nutzt separaten Programmierplatz, um sonst während der Programmierung auftretenden Stillstandzeiten zu vermeiden Werkstattferne: nutzt CAD Modelle, die in Steuerinformationen für die Werkzeugmaschinensteuerung übersetzt werden. Sie setzt sich immer mehr durch (Produkte werden komplexer). Einfache Änderungsroutinen, Kopierfunktionen, kein Medienbruch, Simulation möglich. |
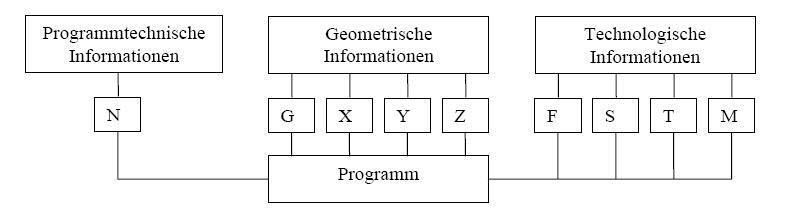
| Beschreiben Sie die Struktur eines typischen Programmsatzes innerhalb eines CNC Programmes | |
| Nennen sie Mindestanforderungen für rechnergestützte Werkzeugkataloge | Daten und Grafiken der Werkzeuge von allen Lieferanten ohne Datenverlust übernehmen Einfaches bildschirmgeführtes Suchen und Auswählen der Werkzeuge Verwendung einer eigener Klassifizierungs- und Nummerungssysteme unterstützen Frei verfügbare Datenfelder für firmenspez. Einträge Eignung für anwendereigene Spezialwerkzeuge Flexibler Aufbau fertigungsspezifischer Komplett-Werkzeuge Übertragung der Einstell und Korrekturwerte über DNC in die CNC |
| Wie wirken sich statische und/oder dynamische Rundlauffehler von Werkzeugen in Bearbeitungszentren aus und wie werden sie begrenzt? | Erfassung sichtbarer und dynamischer Rundlauffehler, die die Fertigungsgenauigkeit und Werkzeugstandzeiten sowie Spindellagerlebensdauer negativ beinflussen Dynamische Rundlauffehler sind drehfrequenzabhängig und müssen deshlab bei Betriebsdrehzahl gemessen werden |
| Beschreiben SIe 6 Möglichkeiten der automatisierten Werkzeugüberwachung. Welche werden bevorzugt eingesetzt? Begründen Sie ihre Antwort | Indirekte Messung der Schnittkräfte Kontrolle der Schnittleistungen Direkte Messung der elastischen Verformungen am Werkzeugträger durch Sensoren mit spezieller Auswertung Messung der Werkzeug-Einsatzdauer Abtasten des Werkzeuges mittels Sensor Indirekte WZ-Überwachung mittels einwechselbaren taktilen Werkstück-Messsystem |
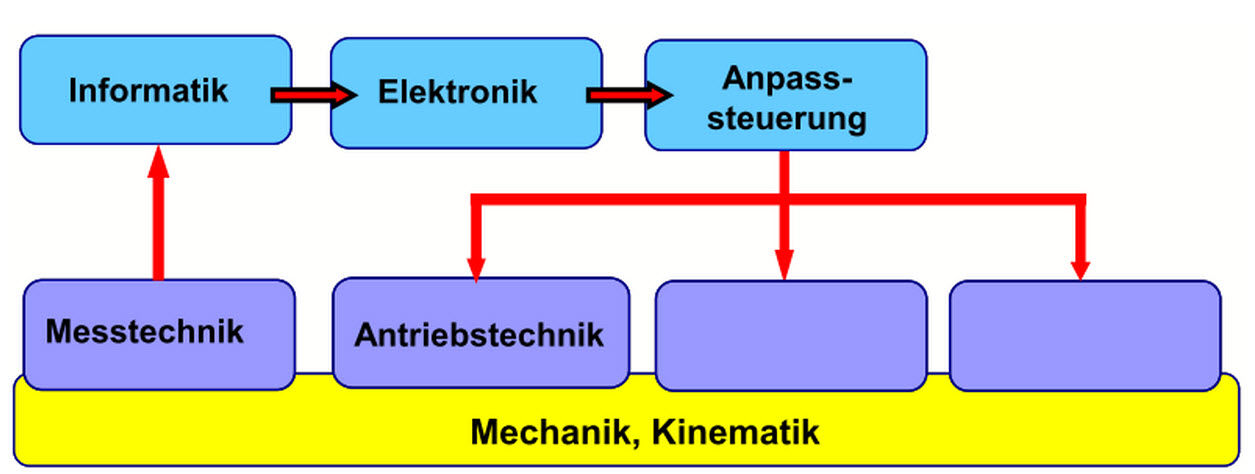
| Skizzieren Sie die wesentlichen Funktionsgruppen mechatronischer Systeme (Industrieroboter (IR), CNC Werkzeugmaschinen) | Industrieroboter |
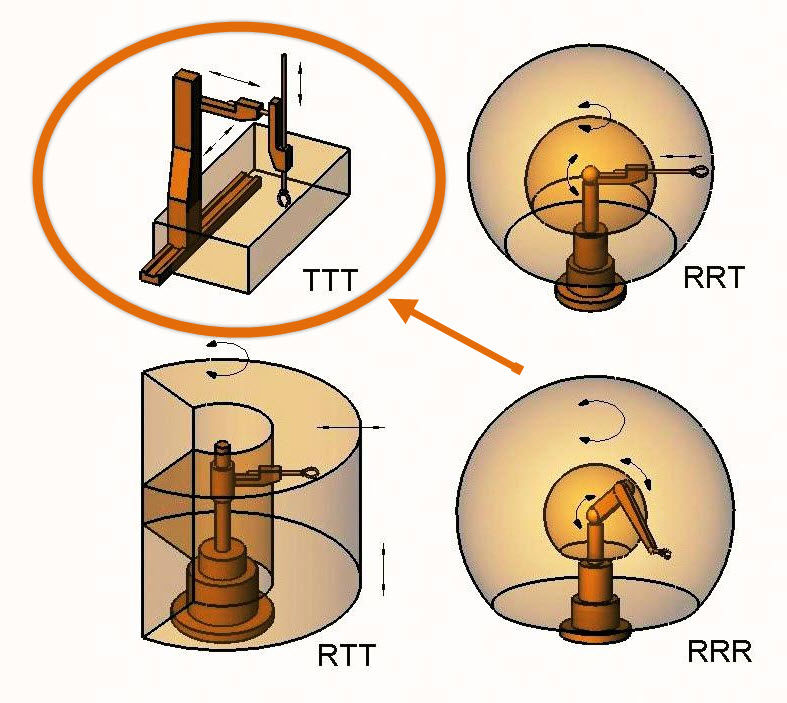
| Skizzieren Sie den Arbeitsraum eines Industrieroboters mit drei translatorischen Freiheitsgraden | |
| Wie lautet die Definition für einen IR laut EN775? | Ein IR ist ein automatisch gesteuertes, frei programmierbares, vielfach einsetzbares Handhabegerät mit mehreren Freigeitsgraden, das entweder ortsfest oder beweglich in automatisierten Fertigungs-Systemen eingesetzt wird. Zusammenfassend lassen sich folgende Kriterien festhalten: Ein IR ist frei programmierbar, verfügt über mindestens drei Achsen mit geregelten Servo-Antrieben, nutzt Greifer oder Werkzeuge, d.h. ist für Handhabungs- und/oder Bearbeitungsaufgaben einsetzbar. |
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Want to create your own Flashcards for free with GoConqr? Learn more.