12879327
Description
Flashcards by Esra Gunduz, updated more than 1 year ago
|
|
Created by Esra Gunduz
about 6 years ago
|
|
| Question | Answer |
| Grundbegriffe der Statistik -Lageparametetr | -Mittelwert: statistischer Durchschnitt -Median: In einer nach Größe geordneten Stichprobe mit ungerader Anzahl ist der Median genau der Wert, der in der Mitte liegt. Bei gerader Anzahl ist der Median das arithmetische Mittel der beiden in der Mitte liegenden Werten. -Modalwert: Der Wert, der am häufigsten vorkommt. |
| Grundbegriffe der Statistik -Streuungsparameter | -Spannweite: Differenz zwischen dem größten und kleinsten Wert -Standardabweichung: Quadratwurzel der Varianz -Varianz: mittlere quadratische Abweichung der Beobachtungswerte vom Mittelwert |
| Grundlagen der Statistik -Formparameter | Schiefe: Maß für die Symmetrie bzw. Asymmetrie einer Verteilungsfunktion Kurtosis: Maß für die Steilheit Exzeß: Ausmaß der Wölbung, Differenz der betrachteten Funktion von der normalverteilten Fuktion |
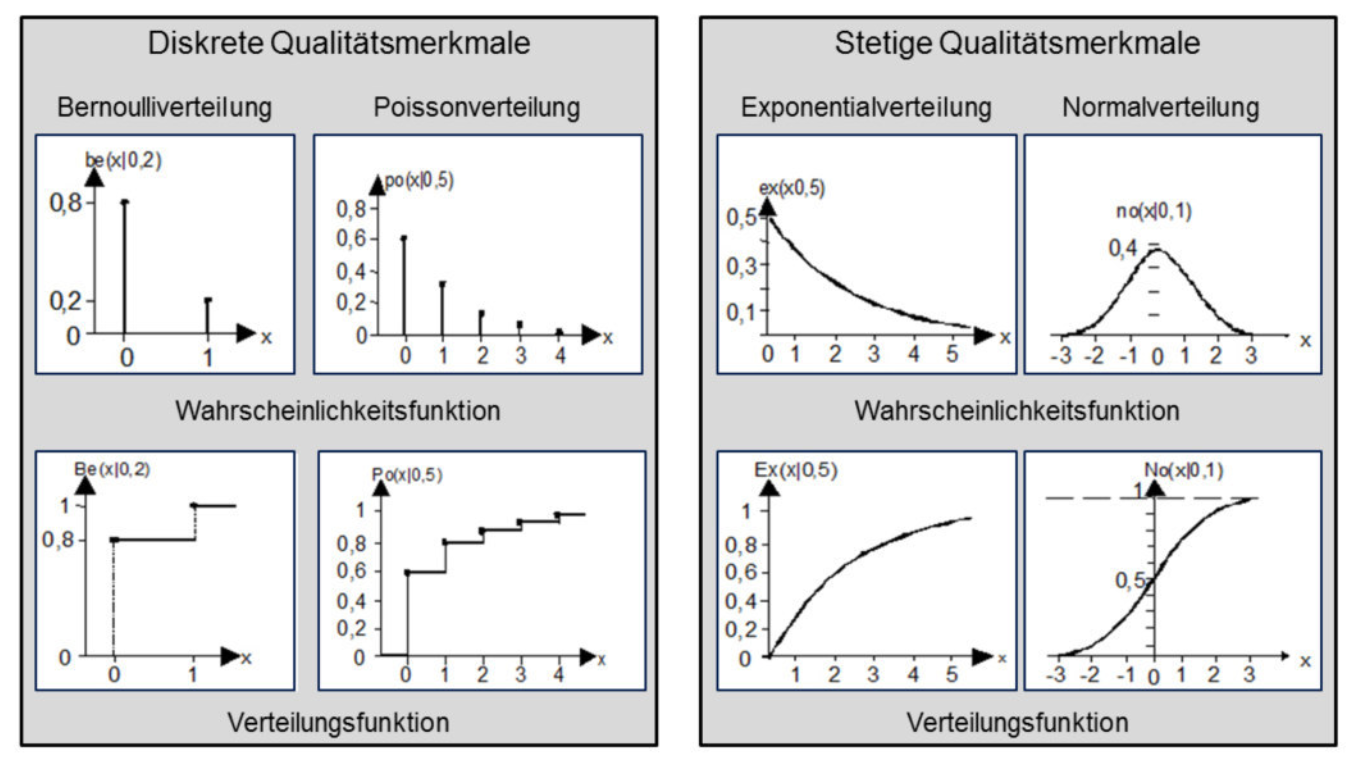
| Grundgesamtheit Stichprobe | Grundgesamtheit ist die "Wahrheit", über die eine Aussage getroffen werden soll. -> kontinuierliche Verteilung Stichprobe ist ein Teil der Grundgesamtheit und somit begrenzt. -> diskrete Verteilung Anhand einer Stichprobe Aussagen bzgl Grundgesamtheit durch Hypothesentests und Schätzverfahren |
| Verteilungsformen | |
| Prozessregelung -Arten (4) | SPC: greift frühzeitig in den Prozess ein, wirkt mit Korrekturmaßnahmen gegen Fehlerrntwicklungen, regelmäßige Stichprobenentnahme KPR: 100% Prüfung, kontinuierliche direkte Einflussnahme auf die Maschinensteuerung SQÜ: Q-Beurteilung anhand Stichproben, Aussortieren KQÜ: Q-Beurteilung anhand 100%-Prüfung, Aussortieren |
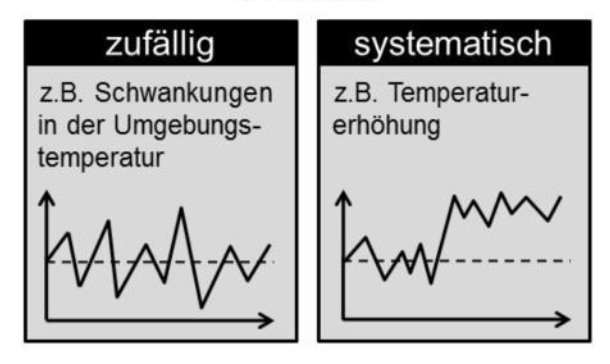
| Zufallseinflusse systematische Einflüsse | Zufallseinflüsse sind auf viele Ursachen zurückzuführen und immer in unterschiedlicher Stärke in allen Prozessen vorhanden Systematische Einflüsse beruhen auf beeinflussbaren Faktoren, die häufig unregelmäßig und instabil damit nicht vorhersagbar sind. |
| SPC -Aufgabe -Ziele | -das Niveau der Q-Merkmale auf vorgegebenen Sollwert oder innerhalb bestimmter Toleranzgrenzen halten. -frühzeitige Erkennen von systematischen Abweichungen im Fertigungsprozess und die Beseitigung der Ursachen, um mit fähigen und beherrschten Prozessen die Produktqualität zu verbessern. |
| SPC -Voraussetzungen (5) | -Fertigungsprozess muss fähig und beherrscht sein. -Prozessparameter muss mess- und regelbar sein. -Prozessmodell muss bekannt sein. -Stückzahlen müssen ausreichend groß sein. -Die Zeit zwischen der Auswertung und Regelung muss kurz sein. |
| SPC -Ablauf | 1- Prozessanalyse: Vorlauf -> Fähigkeit? 2. Designphase: Eingriffsgrenzen 3.Kontrollphase |
| SPC -Prozessfähigkeit bestimmen | fähig und beherrscht: sämtliche auftretende Toleranzen liegen stabil in der vorher definierten Grenzen und innerhalb dieser Grenzen treten nur zufällige Abweichungen auf. ->normalverteilt, MW auf eine Linie, innerhalb der Grenzen |
| SPC -Parameter für Fähigkeit | -Fähigkeit (Index p): vorgegebener Toleranzbereich mit der tatsächlichen Prozessstreuung vergleichen Maß für die beste Leistung, die der Prozess erbringen könnte -Stabilität (Index pk): Lage des produzierten MW relativ dem Sollwert und die Prozessstreuung relativ zu den Grenzwerten berücksichtigen. Maß für die tatsächliche Fähigkeit des Prozesses -fortdauernde Prozessfähigkeit C: > 1,33 Maß, ob ein Prozess in der Lage ist, die an ihn bzgl eines Produktmerkmals gestellten Anf. in der laufende Produktion zu erfüllen. -vorläufige Prozessfähigkeit P: > 1,67 Qualitätsfähigkeit einer Maschine unter Idealbed.(Maschinenfäh.) Berücksichtigung eines Zeitpunktes einer Stichprobe |
| SPC -Grenzen | Toleranzgrenzen: gegeben. Überschreiten führt zur Nacharbeit, Aussschus Eingriffsgrenzen: berechnet. Grenzen, außerhalb derer die Zielgröße nur mit einer sehr geringen Wahrscheinlichkeit durch Zufallsstreuung liegt. -> sys Einflüsse |
| SPC -Wann durchführen? | -Erstanlauf -Prozessaänderung -Werkzeugwechsel -Schichtbeginn -Produktionsunrterbrechung |
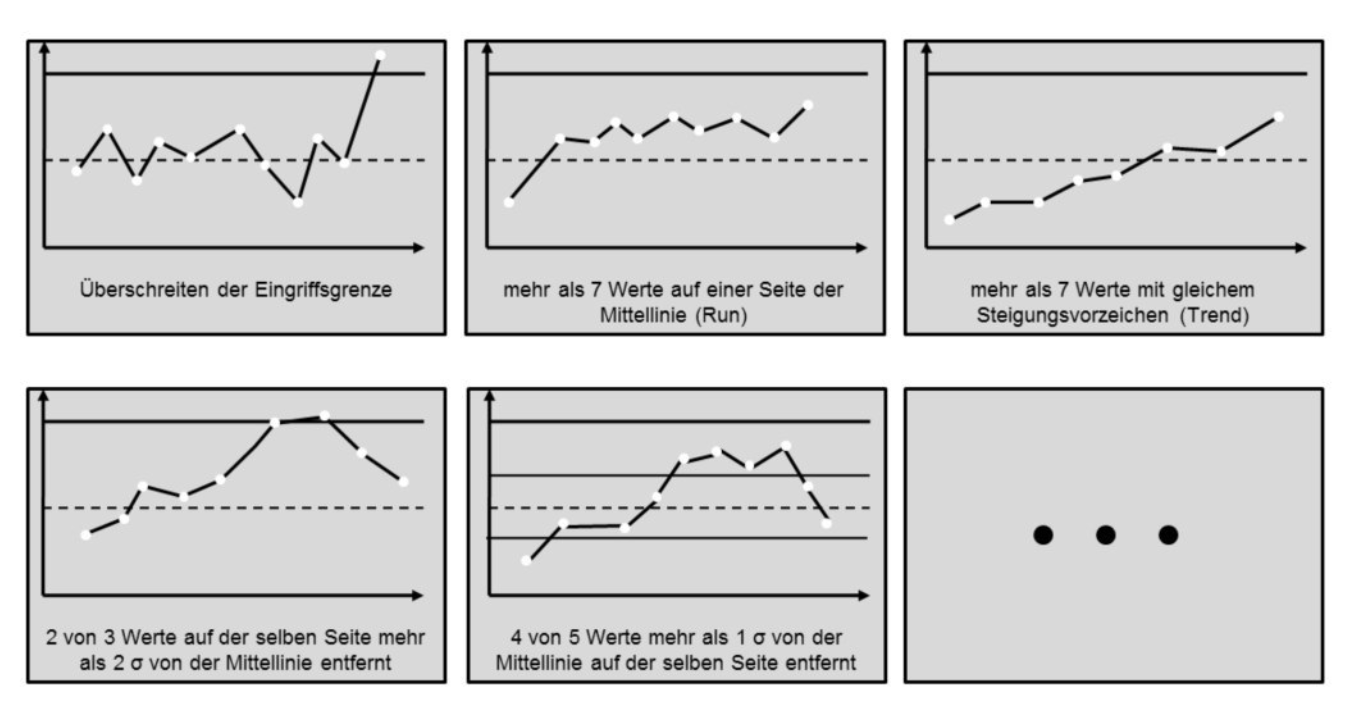
| SPS- Prozessstörungen QRK | |
| betriebsmittelorientierte Maßnahmen -Aufgabe -Maßnahmen | Auswahl der Anlage -> Produkt, Prozess und Betriebsmittel erfüllen bei Einwirkung äußerer Einflüsse die Anforderungen Produkt: Audit, QRK, C_pk Berechnung Betriebsmittel: Prüfmittelfähigkeitsuntersuchung, Abgleich mit Lastenheft Beschaffung: Lieferantenaudit |
| Prüfmittelfähigkeitsuntersuchung | -ob das Mess- bzw. Prüfmittel für die Messaufgabe geeignet ist. -C_g/C_gk-Verfahren: ohne Bedienereinflüsse -R&R Verfahren: mit Bedienereinflüsse Wiederholpräzision: EV= dasselbe Merkmal, dasselbe Messsystem, mehrmals ein Bediener Vergleichspräzison: AV= dasselbe Merkmal, dasselbe Messsystem, mehrmals mehr Bediener Gesamtstreuung -Massautomatentest: Sonderfall R&R, Systeme ohne Bedienereinfluss |
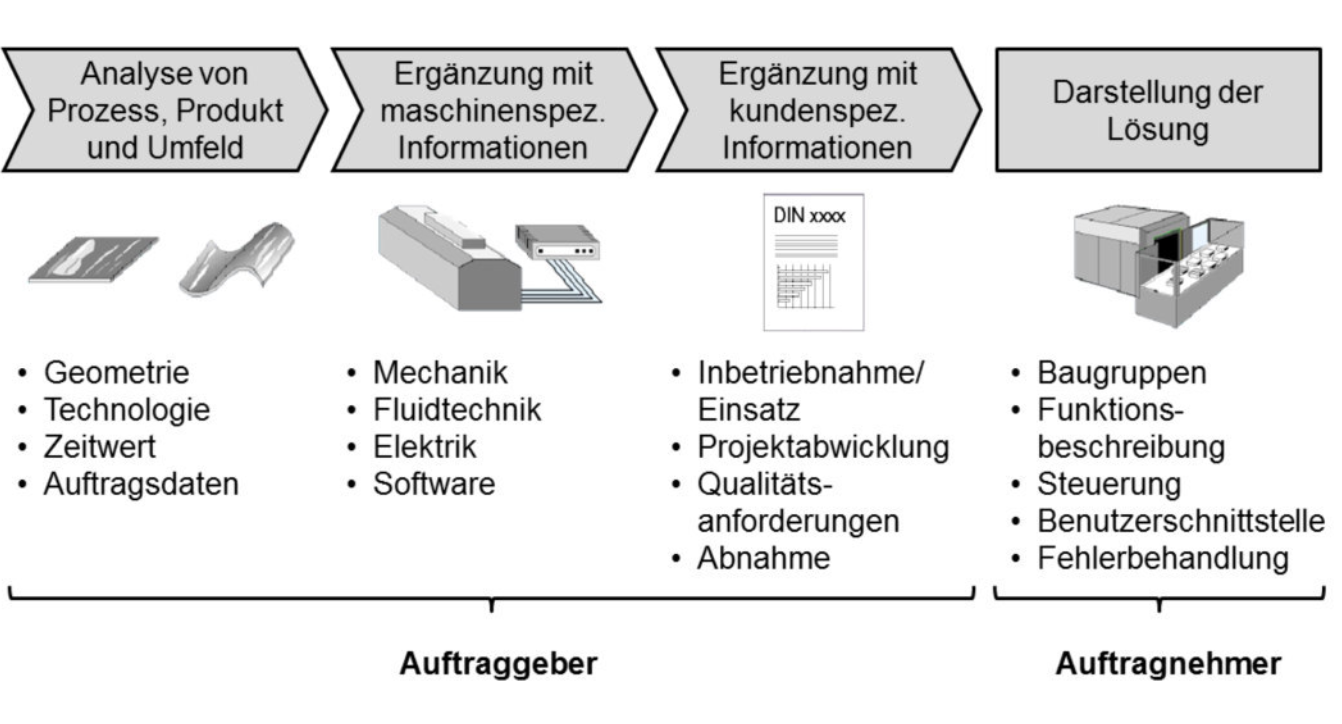
| Lastenheft | -Zusammenstellung aller Anforderungen der Kunden hinsichtlich Liefer- und Leistungsumfang -was und wofür die Ausgabe zu lösen ist -Wünsche und Anforderungen des Kunden |
| Pflichtenheft | -Beschreibung der Realisierung aller Anforderungen des Lastenhefts -wie und womit die Anforderungen zu realisieren sind -Ideen und Lösungen des Auftragnehmers für das Problem des Auftraggebers |
| schrittweise Erstellung Lasten- und Pflichtenheft | |
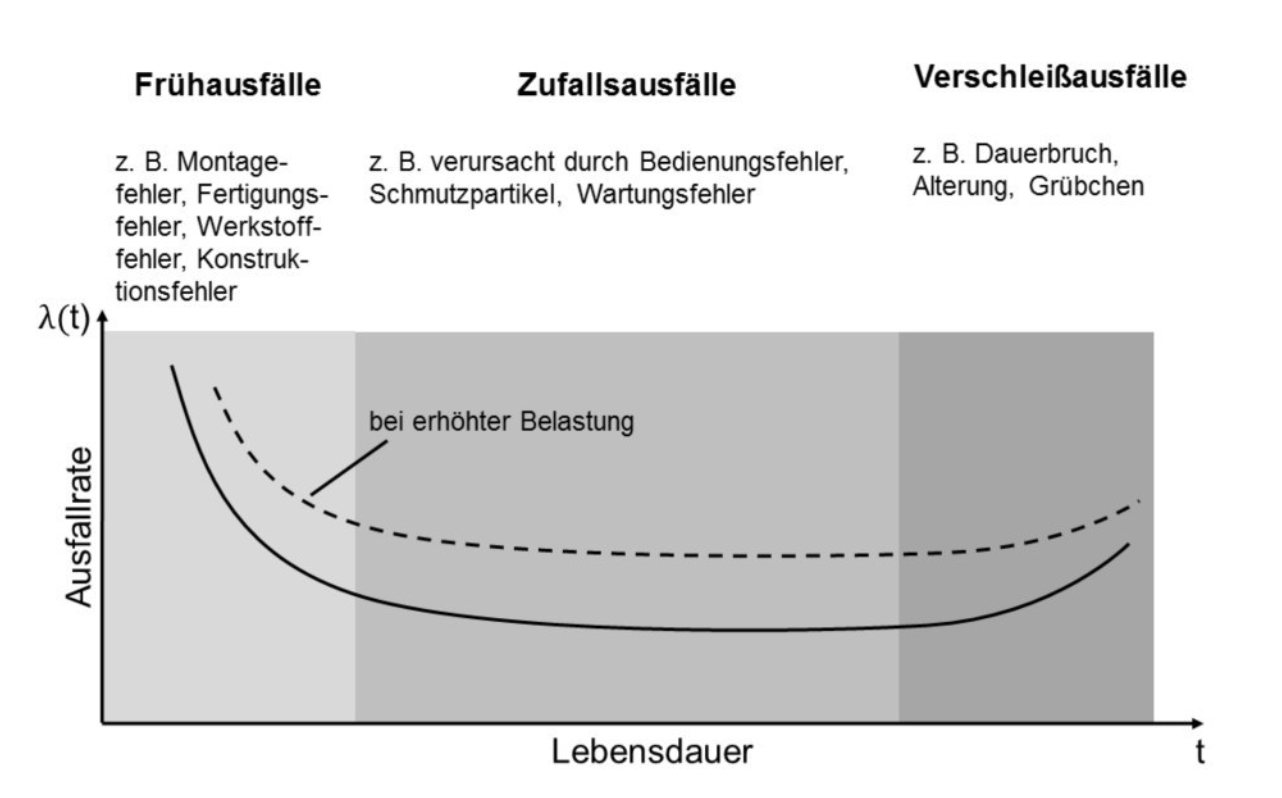
| Instandhaltung -Ausfallarten | |
| Instandhaltung -Strategie 1 | Ausfallstrategie -Betriebsmittel muss nicht jederzeit verfügbar sein -keine hohe Zuverlässigkeit gefordert -keine hohe Folgeschäden erwartet -Zustand des Betriebsmittel kann nicht ermittelt werden +: volle Nutzung der Bauelementlebensdauer -: hohe Ausfallzeit |
| Instandhaltung -Strategie 2 | Präventivstrategie: -Betriebsmittel muss jederzeit verfügbar sein -hohe Zuverlässigkeit gefordert -technische Folgeschäden zu erwarten -Kosten der periodischen Instandhaltung ist geringer als Folgekosten durch Ausfall +: hohe Verfügbarkeit, Planbarkeit -: hohe Kosten |
| Instandhaltung -Strategie 3 | Inspektionsstrategie -Durch Soll/Ist-Vergleich können den Abnutzungszustand, die restliche Nutzungsdauer und den voraussichtlichen Ausfallzeitpunkt bestimmt werden. +: hohe Zuverlässigkeit, Planbarkeit -: zusäztliche Inspektion |
| Maßnahmen in der Beschaffung -Motivation | steigende Anforderungen an QS von Lieferant und Kunde durch abnehmende Fertigungstiefe und Single Sourcing Lieferantensicht: -Zukaufteile werden komplexer -Entwicklungsanteil steigt -Kapitalbindung steigt Kundensicht: der Wertschöpfungsanteil durch Beschaffung ist höher als der durch die Fertigung. |
| Beschaffungsstrategien | JiT: -Lieferung der Zukaufteile genau an dem benötigten Zeitpunkt -Wegfall der Kosten für WELager und WEP -Null-Fehler-Strategie -> Single Sourcing JiS: -Produkte werden bereits in der richtigen Reihenfolge geliefert -bei vielen Varientenvielfalt Global Sourcing: Beschaffung der Produkten aus den ganzen Welt Local Sourcing: Beschaffung der Teile im engen Umkreis des Unternehmens Forward Sourcing: frühzeitige Integration des Zulieferers in den PEP |
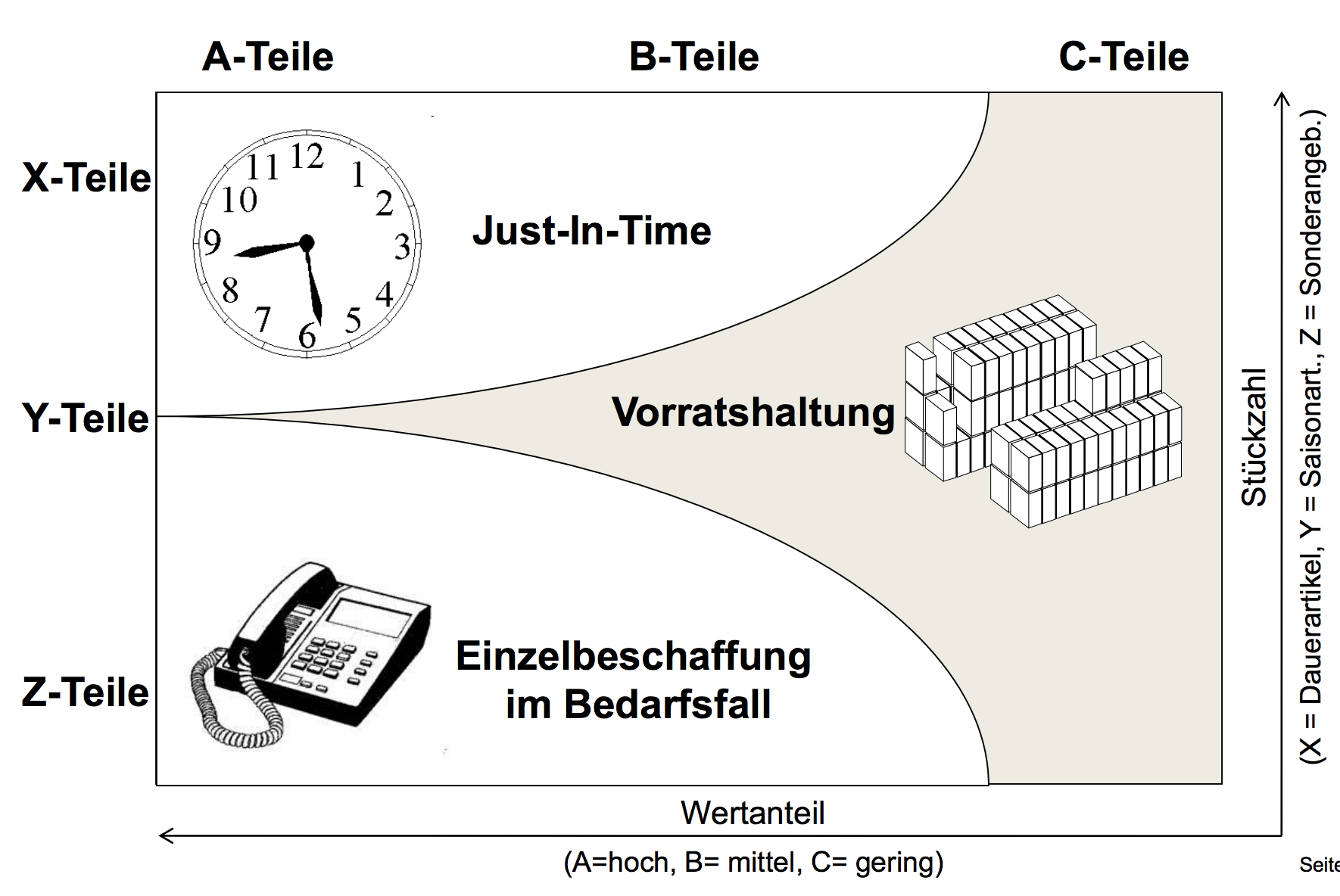
| Beschaffungsstrategien -Auswahl | Kriterien: Bauteil, Stückzahl, Unternehmenszielen ABC-Analyse: Häufigkeit und Wertigkeit XYZ-Analyse: technische Komplexität |
| Beschaffungsstrategien -Auswahl Diag | |
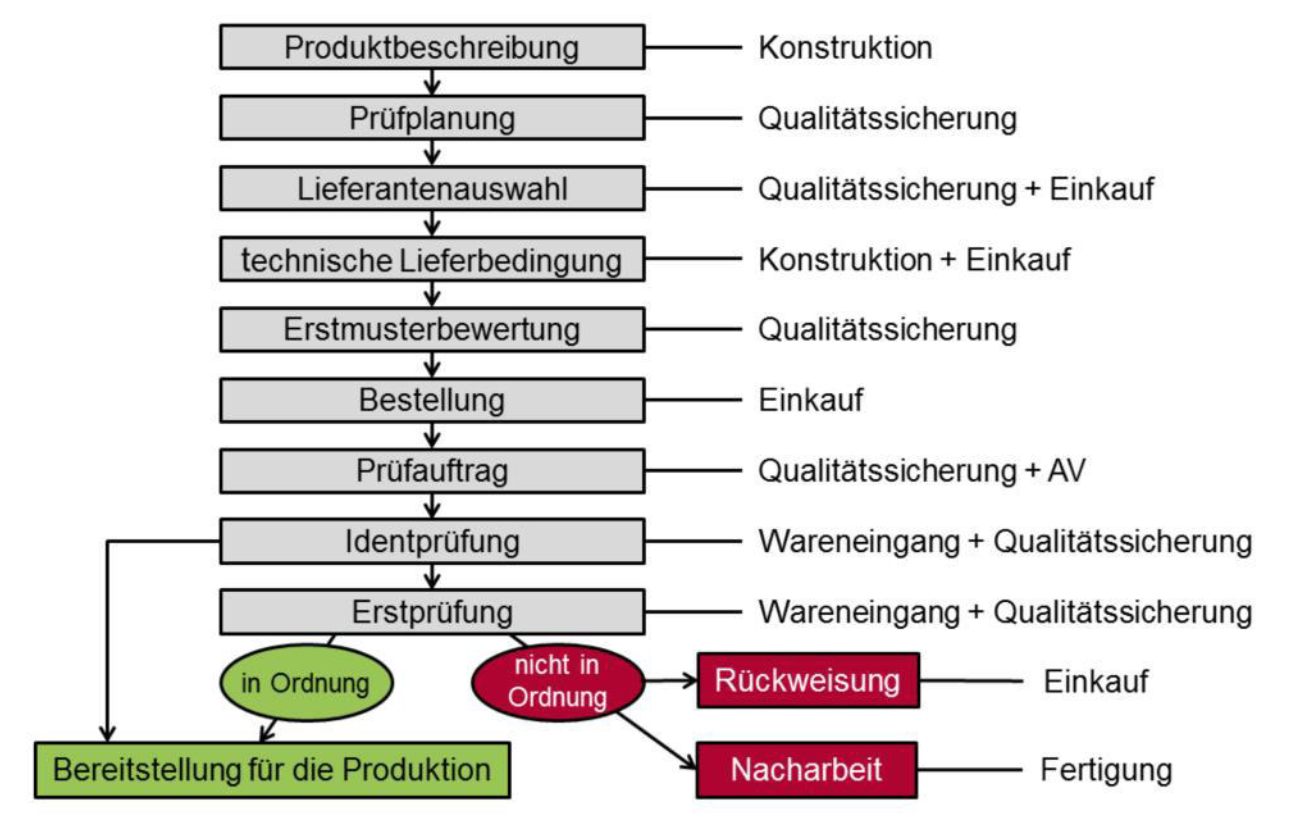
| Ablauf der Beschaffung | |
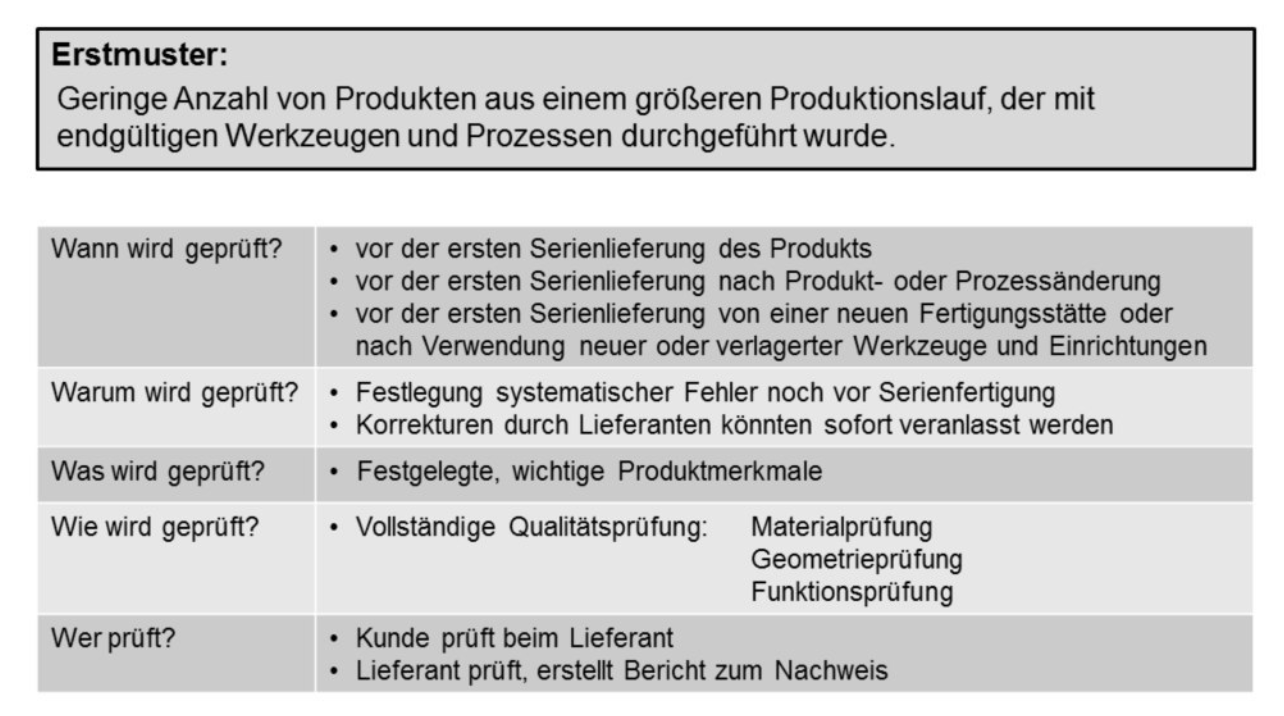
| Ablauf der Beschaffung -Prüfungen | -Erstmusterbewertung: Überprüfung der Vorgaben an einem Serienprodukt der Nullserie letzte Änderungen an Konstruktions- und Fertigungsprozessen positives Ergebnis -> Bestellungsfreigabe -Identprüfung: interne Bestelldaten aus dem Einkauf mit der tatsächliche Bestellung vergleichen -Erstprüfung: alle Prüfmerkmale überprüft Q-Mängel -> Rückweisung / Nacharbeit |
| Lieerantenbewertung -Bereiche -Verfahren | -vor der Auftragsvergabe: Lieferantenauswahl -bei laufender Lieferung: Q-Nachweis des Lieferanten -Checklistenverfahren: Kriterien werden mit den Angeboten verglichen -Punktbewertungsmethode: Aus der Kombination von Erfüllungsgrad und gewichtete Kriterien ergibt sich Rangfolge -Geldwertmethode: Den einzelnen Kriterien werden nach Unternehmenszielen Geldwerte zugewiesen |
| direkte Lieferantenbeurteilung | liefert Info über Produktqualität und logistische Qualität ProduktQkennzahl: aus Ergebnisse der WEP -> Fehler werden in Abhängigkeit seiner Schwere gewichtet logistische Qkennzahl: Lieferzeit, Liefertreue, Änderungsflexibilität Q-Kennzahl: ProduktQKZ, log QKZ, Audit -> Qualitätsfähigkeit des Lieferanten |
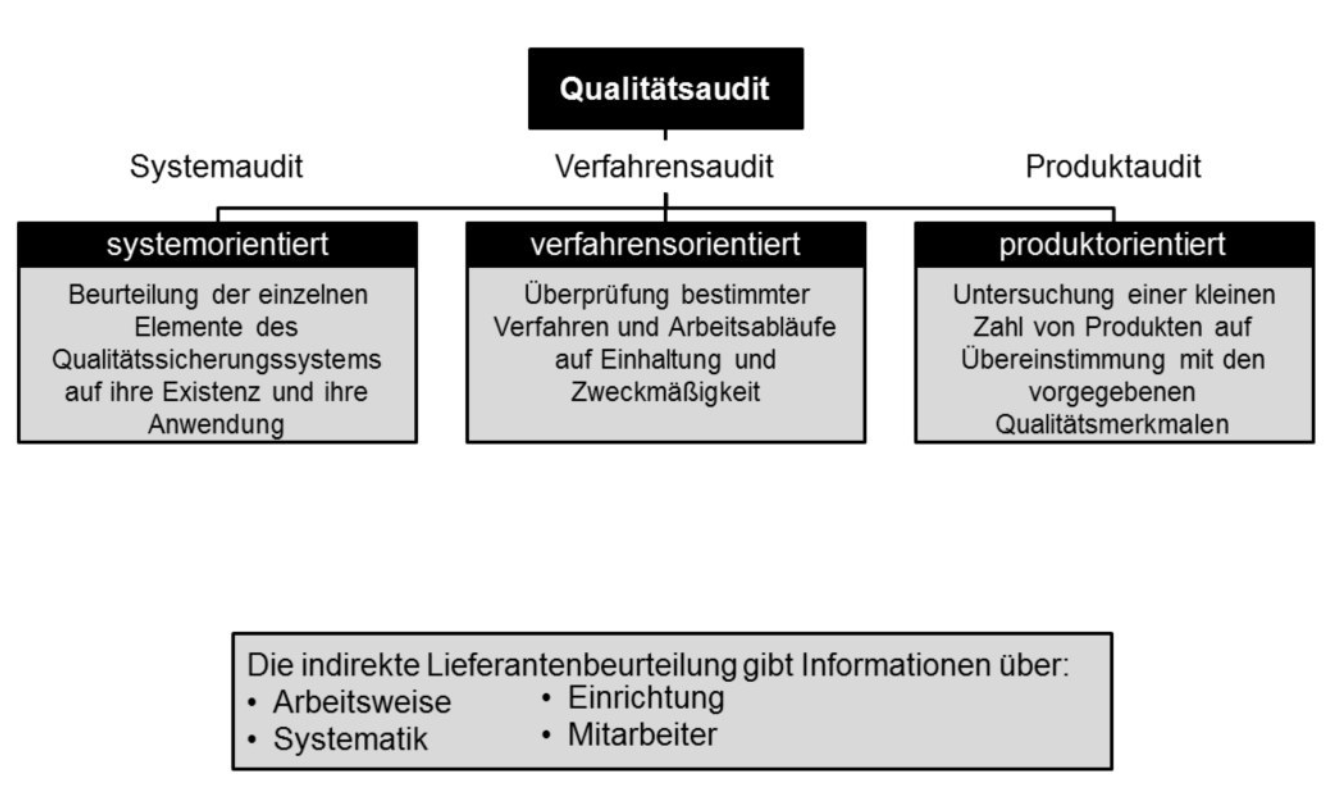
| indirekte Lieferantenbeurteilung | |
| WEP -Erstmuster -Erstmusterprüfung Ziel -Was wird geprüpft? -Wie? -Wann? -Wer prüft? | |
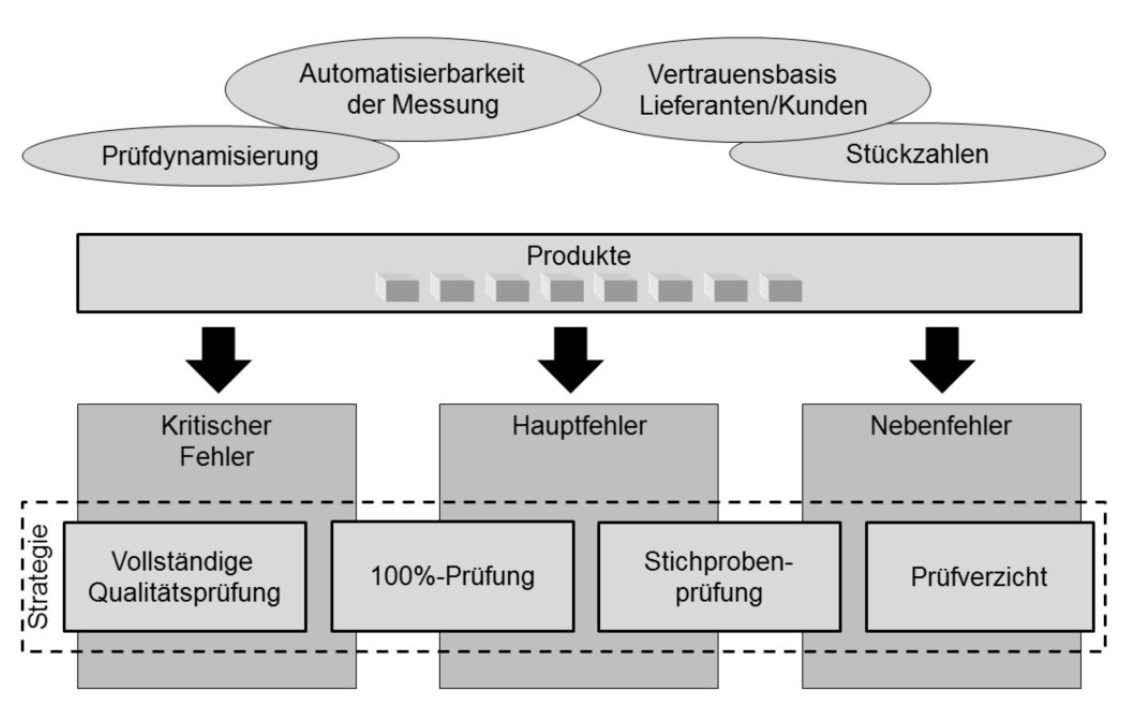
| WEP -Auswahl der Prüfstrategie | |
| Stichprobenprüfung -Vorteile (8) | -geringe Prüfkosten -weniger Prüfpersonal mit besserer Qualifikation -Motivation durch hochwertige und weniger monotone Arbeit -Anwendung auch bei zerstörender Prüfung -Lose sind schneller verfügbar -Bestandsaufnahme bei Lieferant und Abnehmer -weniger Haltierungsfehler -Rückweisung von Losen hat Signalwirkung |
| Stichprobenprüfung -Risiken | Lieferantenrisiko: Fehler 1. Art (alpha) Man kann das Los abweisen, obwohl der Fehleranteil im Los den Grenzwert nicht überschreit. Abnehmerrisiko: Fehler 2. Art (beta) Man nimmt das Los an, obwohl die Qualität des Loses gering ist. |
| Stichprobenprüfung -Ablauf | 1. Ziechung einer Stichprobe mit dem Umfang n aus der Losgröße N 2. Vergleich der fehlerhafter Teile x mit der Annahmezahl c 3. x≤c -> Annahme, x>c-> Rückweisung |
| Poka Yoke -Ziele -Aspekte -Arten | Produkte und Prozesse so zu gestalten, dass zufällige Fehler nicht entstehen. -Fehlervermeidung durch Gestaltungsmaßnahmen am Produkt oder an der Betriebsmitteln -Fehlerentdeckung durch im Prozess integrierten Prüfungen oder Hilfsmitteln -hartes Poka Yoke: Formschluss -weiches Poka Yoke: Farben, Leuchten,... |
| Poka Yoke -am Produkt vs. im Prozess | Durch konstruktive Maßnahmen an Einzelteilen soll verhindert werden, dass fehlerhafte Produkte entstehen. Poka Yoke im Prozess bedeutet Maßnahmen an Vorrichtungen, Werkzeugen, Maschinen sowie an Prozessablauf, welche fehlerhafte Produkte verhindern oder eine schnelle Entdeckung ermöglichen. Entscheidung zwischen Maßnahmen am Produkt und am Prozess: -je nach der Wirtschaftlichkeit der Maßnahme -Maßnahmen am Produkt haben Vorrang, da Prävention vor Detektion steht. Fehler vermeiden ist besser als Fehler entdecken. |
| Poka Yoke -montagegerechte Produktgestaltung | -Gleichteile verwenden -Bauteile symmetrisch gestalten oder -deutlich asymmetrische Teile verwenden -Teile deutlich unterscheidbar gestalten -Teile eindeutig kennzeichnen |
| Poka Yoke -Maßnahmen am Prozess | -vor dem Prozess: keine fehlerhafte Teile greifen -> pick-by-Light -im Prozess: Auftreten von Fehler vermeiden -> Überwachung durch Sensor -nach dem Prozess: Entdeckung von Fehlern ->Folgefehlerkontrolle mit Prüfmaß |
| Poka Yoke -Systeme | -Detektionsmechanismus: Sensoren zur Fehlerentdeckung -Auslösemechanismus: Art der Prüfung Kontakt-Methode:geometrische Kenngröße Festzahl-Methode: Anzahl der Fertigungsschritte / Teile Schrittfolge-Methode: Operationen und deren Reihenfolge -Regulierungsmechanismus: auf Fehler hinweisen Eingriffsmethode: Prozess bis Fehlerbehebung angehalten Alarmmethode: durch optische oder akustische Signale auf fehlerhaftes Produkt hinweisen, Prozess nicht unterbrechen |
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Want to create your own Flashcards for free with GoConqr? Learn more.