2516408
Description
Mind Map by sebastián Cano, updated more than 1 year ago
|
|
Created by sebastián Cano
about 9 years ago
|
|
Procesos de obtención de la forma en estado sólido con conservación de masa
- Laminado
- proceso de deformación de la lámina
de manera que es espesor de la
misma se reduce a partir de fuerzas
de compresión aplicadas por rodillos
- Laminado en Caliente
- Con temperaturas
cercanas a los 1200 ° C
- Las láminas en caliente son usados para
la construcción de barcos, puentes,
maquinaria pesada, tubos, entre otros.
- El material es sometido a un tren de laminado
- Fila de laminadoras con rodillos que aplican una fuerza
diferente cada una, lo hace mas delgado cada vez que pasa por allí.
- Fila de laminadoras con rodillos que aplican una fuerza
diferente cada una, lo hace mas delgado cada vez que pasa por allí.
- Debido a los procesos de laminado y manipulación
del material, este va perdiendo temperatura
- el material es calentado mínimo mas de una vez luego de que alcanza a temperatura de
cristalización, para que se reorganicen los granos y no haya resistencia a la compresión,
ni hayan fracturas , mantengan su ductilidad y no pierda propiedades mecánicas.
- el material es calentado mínimo mas de una vez luego de que alcanza a temperatura de
cristalización, para que se reorganicen los granos y no haya resistencia a la compresión,
ni hayan fracturas , mantengan su ductilidad y no pierda propiedades mecánicas.
- no requiere lubricante
- Con temperaturas
cercanas a los 1200 ° C
- Variables que intervienen en el proceso
- Espesor
- fuerza de rodillo
- Potencia
- Velocidad
- Temperatura
- Espesor
- Laminado en frio
- Se pueden garantizar dimensiones
- Buen acabado superficial
- Buen acabado superficial
- Se necesita lubricante
- Se usa para lamindos de menos calibre
- Se pueden lograr de 0.05 a 2.0 milimetros
- Para lograr estas dimensiones
se usa el tren de laminación
- Tren continuo
- Semicontinuos
- Tren continuo
- Para lograr estas dimensiones
se usa el tren de laminación
- Las laminas usadas en el laminado en frio son generalmente producidas
en el proceso de laminado en caliente, donde de grandes bloques de
metal se convierten en laminas que se pueden trabajar en frio
- Los materiales usados son acero, aluminio, cobre
- control de calidad
- Economía en el manejo y
transporte, generalmente en rollos
- Se pueden garantizar dimensiones
- proceso de deformación de la lámina
de manera que es espesor de la
misma se reduce a partir de fuerzas
de compresión aplicadas por rodillos
- Estampado o embutición
- Aplicaciones
- Menaje doméstico
- Sartenes
- Ollas
- Posuelos
- piezas automotrices
- Menaje doméstico
- Es importante tener en cuenta la estructura molecular para saber la dirección de los
granos pues para el estampado de la lámina se aplica una fuerza y se debe de
considerar la influencia de la dirección de la fuerza y de los granos del material
- Se recomiendan direcciones
de laminación entre 0, 45 y
90 grados
- Se recomiendan direcciones
de laminación entre 0, 45 y
90 grados
- Hay dos tipos de prensa
- prensa mecánica
- prensa hidráulica
- Es más veloz, lo cual es importante a veces,
dependiendo de lo que se estampa
- Es más veloz, lo cual es importante a veces,
dependiendo de lo que se estampa
- Los componentes principales de las prensas son
- Matriz
- Punzón
- Pisador
- el proceso es 1.Pisado 2. Conformado
- Matriz
- Existen de varios tipos
- 1 punto
- 2 puntos
- 4 puntos
- 1 punto
- prensa mecánica
- Se debe de tener en cuenta la
resistencia de materiales
- Limite elastico
- Resistencia a la tracción
- Modulo de young
- Elongación
- Dureza
- Limite elastico
- Normas
- ASTM E646
- ASTM E517
- ASTM E2218/ISO12004
- ASTM A 1008/SAE J2329
- ASTM E646
- Los materiales que se estampan son en general laminas de diversos
metales, el mas común es el acero, el cual viene clasificado en grados
- Son principales enemigos del acero el fosforo y el azufre, pues
hacen que pierda estabilidad y presente fallas mecánicas
- Son principales enemigos del acero el fosforo y el azufre, pues
hacen que pierda estabilidad y presente fallas mecánicas
- Variables del proceso
- Geometría del herramental
- Frenos
- Recuperación elástica
- fuerza de pisados
- Capacidad de la prensa
- Geometría del herramental
- Ensayos de conformación
- Erichsen/Olsen
- Limiting dome height
- Copa Swift
- Ohio state university
- Ohio state university
- Copa Swift
- Limiting dome height
- Erichsen/Olsen
- Aplicaciones
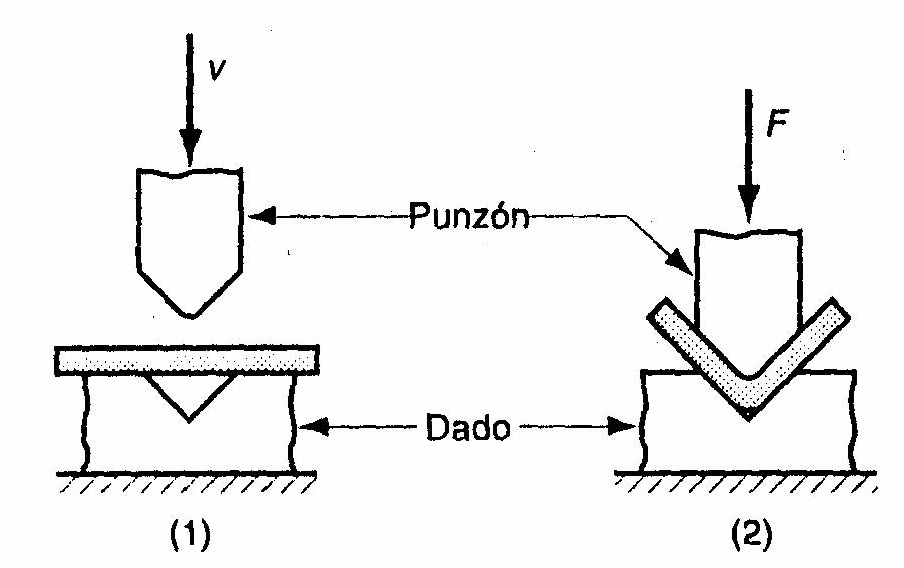
- Doblado
- Deformación del metal al rededor de un eje recto
- El metal se deforma plasticamente, por
lo que se queda permanentemente con
la forma que fue doblado
- El metal se deforma plasticamente, por
lo que se queda permanentemente con
la forma que fue doblado
- Se usan punzones y troqueles
para dar la forma dequerida
- Doblado en V
- Doblado de bordes
- Deformación del metal al rededor de un eje recto
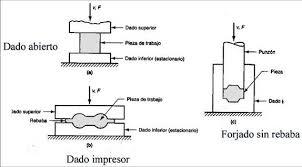
- Forjado
- proceso de manufactura sin arranque de viruta por
deformación donde se comprime el material de tranajo
entre dos piezas usando impacto o presión gradual
- La mayoría de operaciones de forja se realiza en caliente,
esto por la deformación que implica el proceso
- Reducir la resistencia
- Aumentar la ductilidad
- Reducir la resistencia
- Frojado en frío
- Incrementa la resistenia
- Incrementa la resistenia
- La mayoría de operaciones de forja se realiza en caliente,
esto por la deformación que implica el proceso
- Buen acabado superficial
- Presenta buena resistencia frente al desgaste abrasivo
- Presenta buena resistencia frente al desgaste abrasivo
- Martinete de forja: Impacto
- Prensa de forjado: Presión
- Prensa de forjado: Presión
- Tipos
- Forjado en troquel abierto
- Forjado en troquel impresor
- Forjado sin rebaba
- Forjado en troquel abierto
- proceso de manufactura sin arranque de viruta por
deformación donde se comprime el material de tranajo
entre dos piezas usando impacto o presión gradual
Media attachments
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Want to create your own Mind Maps for free with GoConqr? Learn more.