12185907
Descripción
Fichas por Alpcan Güray, actualizado hace más de 1 año
|
|
Creado por Alpcan Güray
hace más de 6 años
|
|
| Pregunta | Respuesta |
| Einteilung der Trennverfahren nach DIN 8580 |
Image:
Image (binary/octet-stream)
|
| Welche 2 Grundprozesse laufen ab beim thermischen Schneiden? Welcher Verfahrensvariablen sthen zur verfügung für die Grundprozesse ? |
Image:
Image (binary/octet-stream)
|
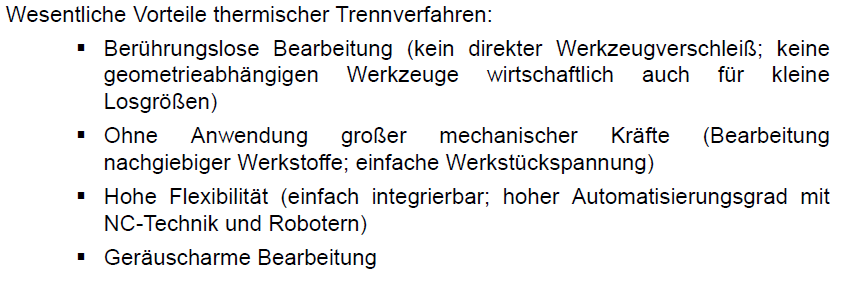
| Vorteile Thermischer Trennverfahren |
Image:
Image (binary/octet-stream)
|
| Wie Funktioniert Autogenes Brennschneiden? |
Image:
Image (binary/octet-stream)
|
| Voraussetzungen für Autogenes Brennschneiden? | Entzündungstemperatur < Schmelztemperatur des Werkstückwerkstoffes Ist dies nicht der Fall, schmilzt der Werkstoff, verliert damit seine feste Form und verbrennt erst dann. Schlechte Schnittflächenqualitäten sind die Folge. Bei der Verbrennung entstehende Oxide müssen einen niedrigeren Schmelzpunkt als der Werkstückwerkstoff haben Wärmeleitfähigkeit des Werkstückwerkstoffes sollte möglichst klein und die Verbrennungswärme möglichst groß sein |
| Einsatzgebiet Autogenes Brennschneiden? | Un- und niedriglegierte Stähle Titan Stähle mit Cr > 1,5% oder Mo > 0,8% sind nur bedingt brennschneidbar Schnittdicken zwischen 2 mm und 3000 mm (Praxis: 10 mm – 300 mm) |
| Arbeitsprinzip der Plazmaschneiden? |
Image:
Image (binary/octet-stream)
|
| Voraussetzungen für das Plasmaschneiden? | Werkstückwerkstoff muss elektrisch leitend und schmelzbar sein Schnittdicken sollten kleiner 150 mm betragen (aufgrund der fehlenden Verbrennungswärme) |
| Einsatzgebiet und Verfahrensvarianten des Plasmaschneidens | Einsatzgebiet: Bevorzugter Einsatz beim Trennen nicht brennschneidbarer Werkstoffe (z.B. Aluminium, Aluminiumlegierungen, Kupfer, hochlegierte Stähle) Verfahrensvarianten des Plasmaschneidens: Plasmapressluftschneiden Plasmawasserinjektionsschneiden |
| Arbeitsprinzip Laserschneiden |
Image:
Image (binary/octet-stream)
|
| Was sind die Unterschiedliche Laserschneidverfahren ? (mit schnittgesch. / qualität) |
Image:
Image (binary/octet-stream)
|
| Einsatzgebiet Laserschneiden? | Besonders geeignet zum Trennen von Blechen mit Dicken < 4mm Mit steigender Komplexität der zu schneidenden Konturen steigt die Wirtschaftlichkeit des Laserschneidens Häufig integriert in Stanz- und Nibbelmaschinen zur Erhöhung der Flexibilität Mögliches Einsatzgebiet : Beschneiden von hochfesten Dünnblechen komplexer Geometrie in der Automobilindustrie |
| Abrasiv – Wasserstrahlschneiden: Arbeitsprinzip |
Image:
Image (binary/octet-stream)
|
| Vorteile Wasserstrahlschneiden |
Image:
Image (binary/octet-stream)
|
| Nachteile Des Wasserstrahlschneidens |
Image:
Image (binary/octet-stream)
|
| Was ist die unterschied zwischen Zerteilen und Scherschneiden? | Zerteilen ist mechanisches Trennen von Werkstücken ohne Entstehen von formlosem Stoff, also auch ohne Späne (spanlos) Scherschneiden ist definiert als ein Zerteilen von Werkstücken zwischen zwei sich aneinander vorbeibewegenden Schneiden |
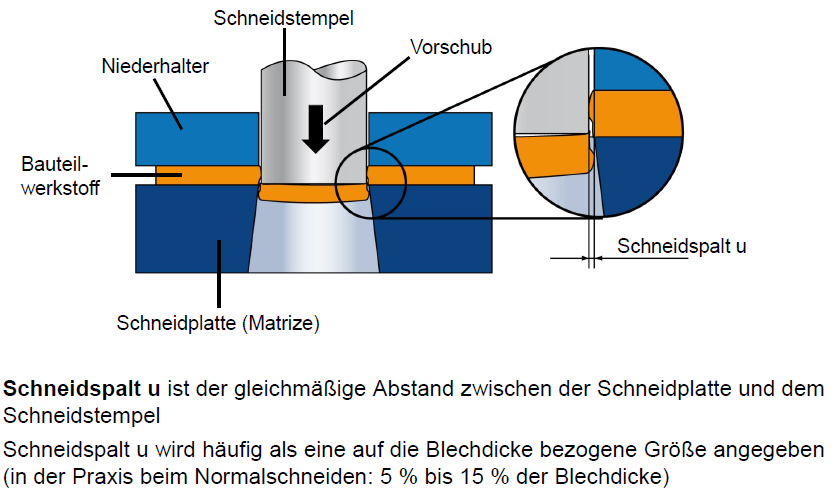
| Arbeitsprinzip Scherschneiden |
Image:
Image (binary/octet-stream)
|
| Unterteilung von Scherschneiden nach Werkstückformen |
Image:
Image (binary/octet-stream)
|
| Unterteilung von Scherschneiden nach Kinematischen Merkmalen |
Image:
Image (binary/octet-stream)
|
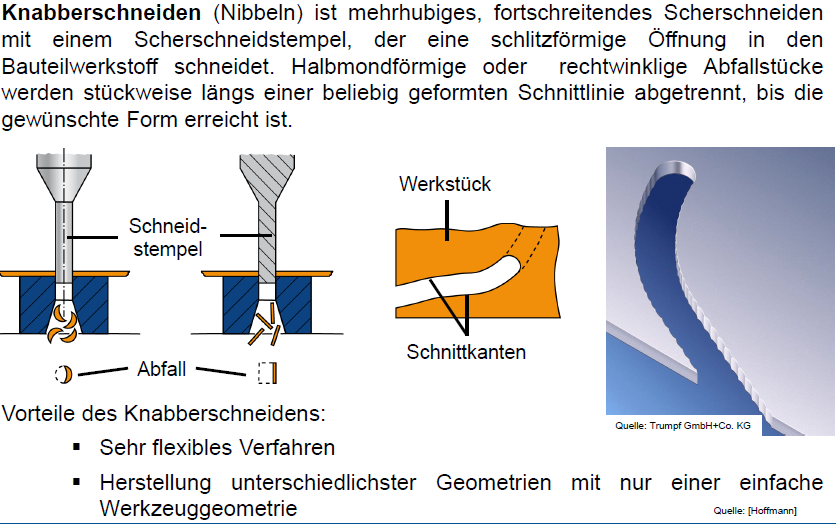
| Was ist Knabberschneiden und was sind die Vorteile? |
Image:
Image (binary/octet-stream)
|
| Was sind die Kriterien um die Qualität eines Scherschneidergebnisses zu beurteilen? |
Image:
Image (binary/octet-stream)
|
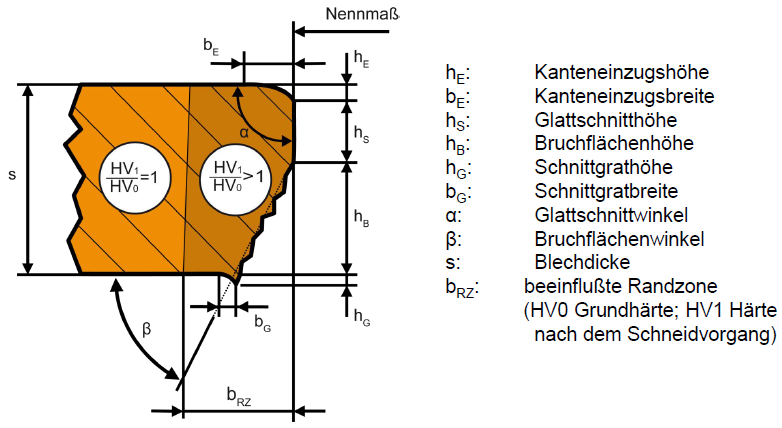
| Schnittflächenkenngrößen nach VDI 2906 |
Image:
Image (binary/octet-stream)
|
| Was sind die 5 Phasen der Scherschneidvorgangs? In welcher stufe ändert sich die Gefüge und Wie ändert sich die Gefüge? |
Phase 4
Sehr starke Streckung der Körner in der Scherzone und damit Kaltverfestigung und Anstieg der Werkstoffhärte -> Reduziertes Formänderungsvermögen in der Scherzone
Image:
Image (binary/octet-stream)
|
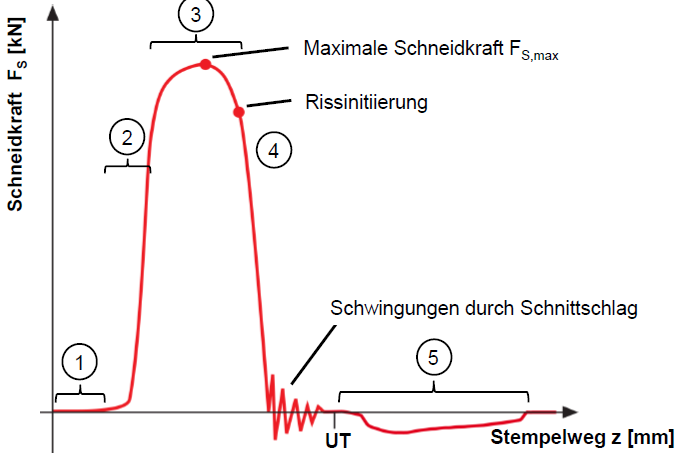
| Wie Sieht ein Schneidkraft Weg Diagramm? Ordne die Phasen auch zu zugehörigen Teile des Diagramms |
Image:
Image (binary/octet-stream)
|
| Wie Lautet die Formel für Schneidkraftmaximum ? Was ist Scherfaktor und was sind die Einflussfaktoren dass man berücksichtigen muss? |
Image:
Image (binary/octet-stream)
|
| Wie kann man Schnittkraftreduzieren beim Zerteilen? Was sind die nachteilen? | Stempel und Schneidplatten mit schräggeschliffenen statt ebenen oder abgesetzten Stirnflächen zur Reduzierung des Schneidkraftmaximums Richtwerte für den Höhenunterschied h: Spröde Werkstoffe: 0,6 - fache der Blechdicke Duktile Werkstoffe: 0,9 - fache der Blechdicke Nachteile: Querkräfte; Nachschleifen aufwendig; Verformung Butzen/Stanzstreifen |
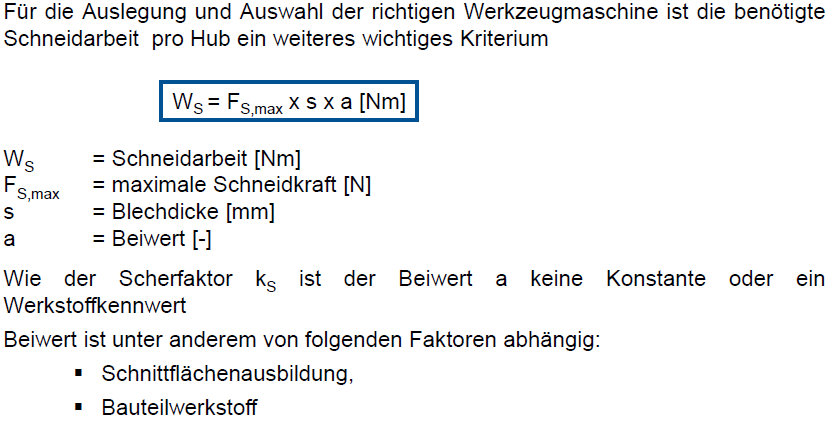
| Wie berechnet man die Schneidarbeit? Wovon hängt der beiwert ab ? |
Image:
Image (binary/octet-stream)
|
| Was sind die 4 Schnittflachenqualitätproblemen im Karosseriebau beim Abschneiden und Lochen? | 1. Kanteneinzug zu groß 2. Bruchflächenwinkel zu klein 3. Grat zu hoch 4. Verschleiß der Werkzeuge zu hoch |
| Wie können diese Problemstellungen angegangen werden? | Wirkung der Prozessparameter: 1.Schneidspalt Einbringung von Druckspannungen in die Scherzone Längeres Fließen des Werkstoffes bei hohen Druckspannungsanteilen Wirkung der Prozessparameter: 2.Schneidkante Einbringung von Druckspannungen in die Scherzone Längeres fließen des Werkstoffes bei hohen Druckspannungsanteilen Reduzierung von Spannungsspitzen |
| Was sind die Verfahrenskennzeichnende Merkmale von Feinschneiden |
Image:
Image (binary/octet-stream)
|
| Was sind die phasen beim Feinschneiden? |
Image:
Image (binary/octet-stream)
|
| Was sind die beiden prozessparametern beim Feinschneiden und Wie wirken die? | Wirkung der Prozessparameter: 1. Ringzacke • Druckspannungen in die Scherzone aufgrund einer Behinderung des Werkstoffflusses • Längeres Fließen des Werkstoffes bei hohen Druckspannungsanteilen • Volumenverdrängung durch den Ringzackeneindruck reduziert Kanteneinzug Wirkung der Prozessparameter: 2.Gegenhalter • Bauteil ist während des gesamten Feinschneidvorganges zwischen Stempel und Gegenhalter fest eingespannt • Bauteildurchbiegung wird verringert |
| Was sind die Charakteristische eigenschaften feingeschnittene Bauteile? | • geringer Kanteneinzug • geringe Bauteildurchbiegung • annähernd über die gesamte Blechdicke Glattschnitt • hohe Maßgenauigkeiten (IT 6 bis IT 9) • häufig Kombination mit Umformoperationen (z.B. Durchsetzen, Prägen, Kragenziehen) |
| Was sind die Schnittflächenkenngrößen der Feinschneiden | Meist sehr hohen Gleitschnittanteile |
| Was sind die Verschleißarten und Abhilfemaßnahmen für Schneiden |
Image:
Image (binary/octet-stream)
|
| Wie sind die Wirkungszusammenhange beim Schneiden allgemein? |
Image:
Image (binary/octet-stream)
|
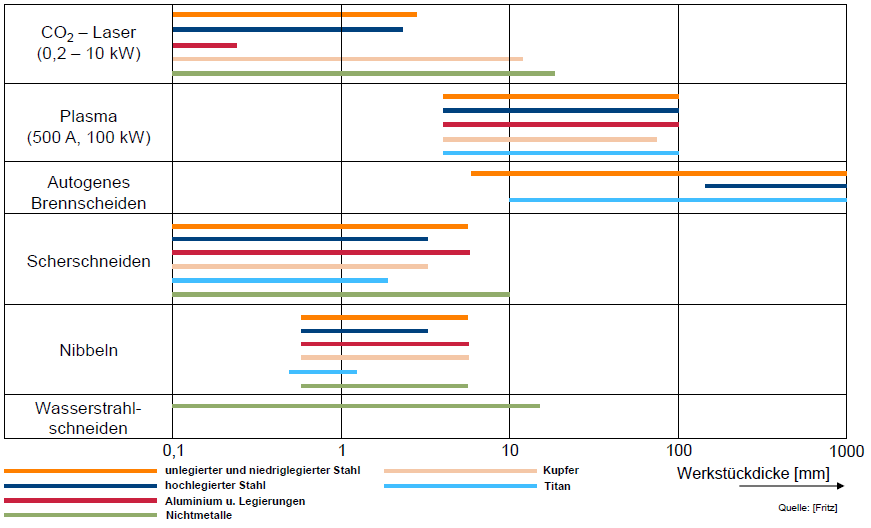
| Vergleich Verschiedener Trennverfahren |
Image:
Image (binary/octet-stream)
|
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
¿Quieres crear tus propias Fichas gratiscon GoConqr? Más información.