17727925
Description
Flashcards by Pedro Perez Perez, updated more than 1 year ago
|
|
Created by Pedro Perez Perez
over 6 years ago
|
|
| Question | Answer |
| Preformado de plásticos Introducción Generalidades | - Procesos similares a los metales - Temperaturas menores -> mayor simplicidad - Exige un mayor control de temperatura y otros parámetros para no degradar los polímeros. |
| Preformado de plásticos Introducción Tipos de polímeros según su comportamiento con la temperatura | - Polímeros termoplásticos Se distinguen 3 temperaturas importantes: Temperatura de transición vítrea Temperatura de fusión Temperatura de degradación - Polímeros termoestables No tienen transición vítrea. Con temperatura alta tienden a quemarse Mejores propiedades - Elastómeros Temperatura de transición vítrea baja |
| Preformado de plásticos Introducción Características I | - Resistencia a la corrosión y a los productos químicos - Baja conductividad eléctrica y térmica: - Baja densidad; -Elevada relación resistencia / peso, particularmente cuando es reforzado |
| Preformado de plásticos Introducción Características II | - Reducción de ruido - Amplia selección de colores y transparencias; - Facilidad de manufactura y posibilidades de diseños complejos; - Coste relativamente bajo |
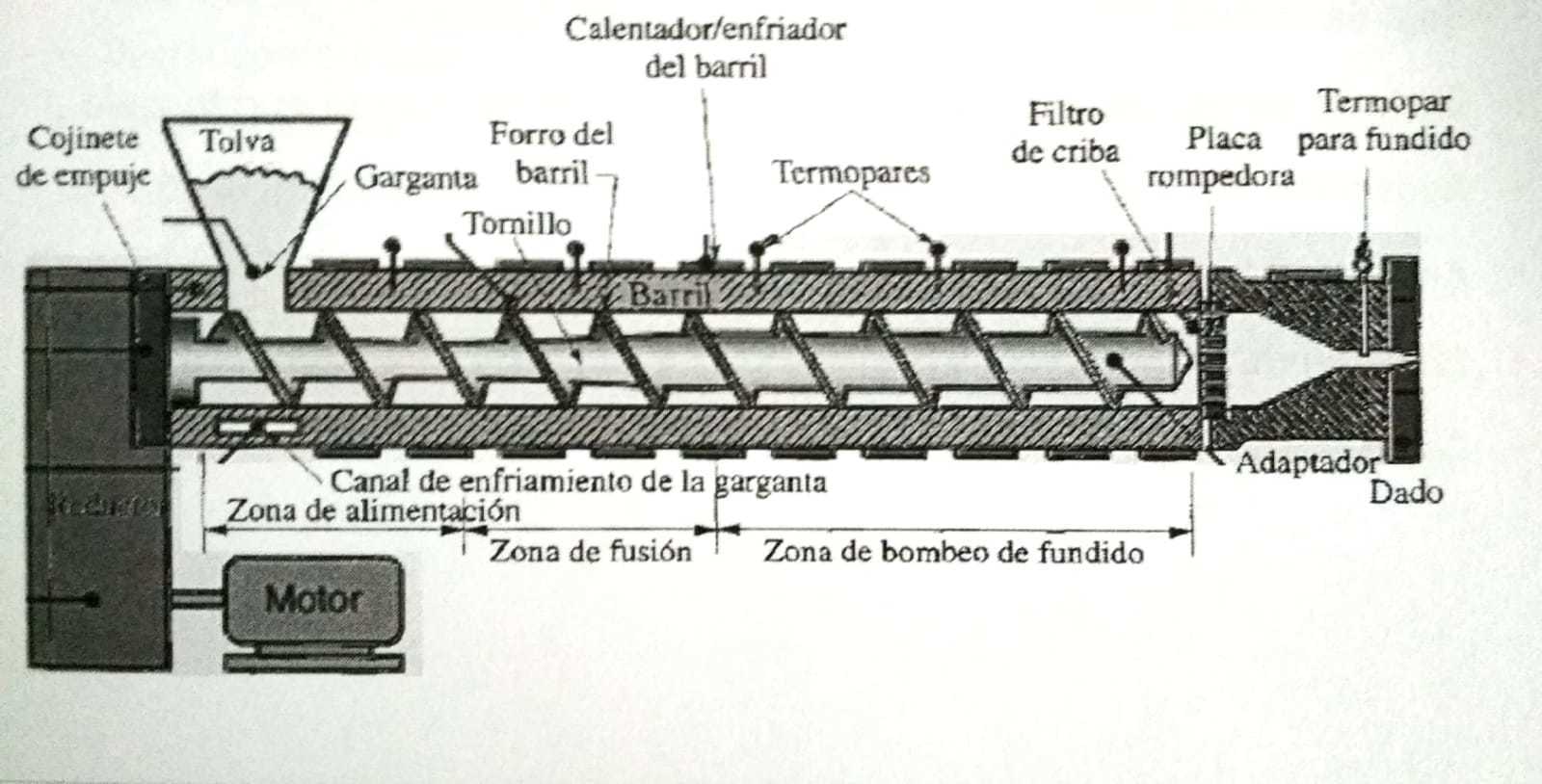
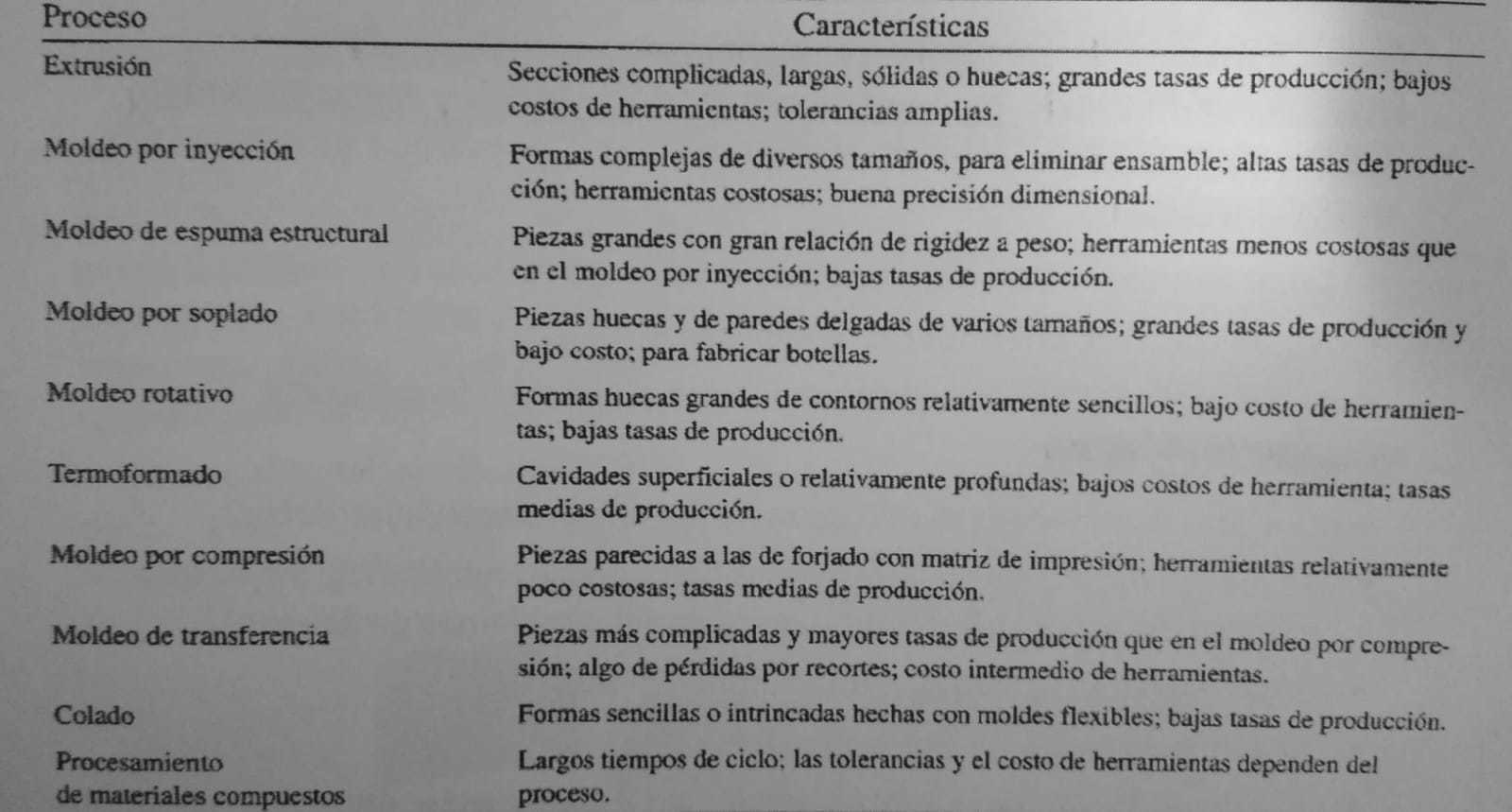
| Procesos de conformado de plásticos Extrusión | - Materiales utilizados termoplásticos y elastómeros (rara vez termofijos) - Perfiles de plástico, bolsas de plástico, recubrimiento de cables….. - Piezas continuas (largas). |
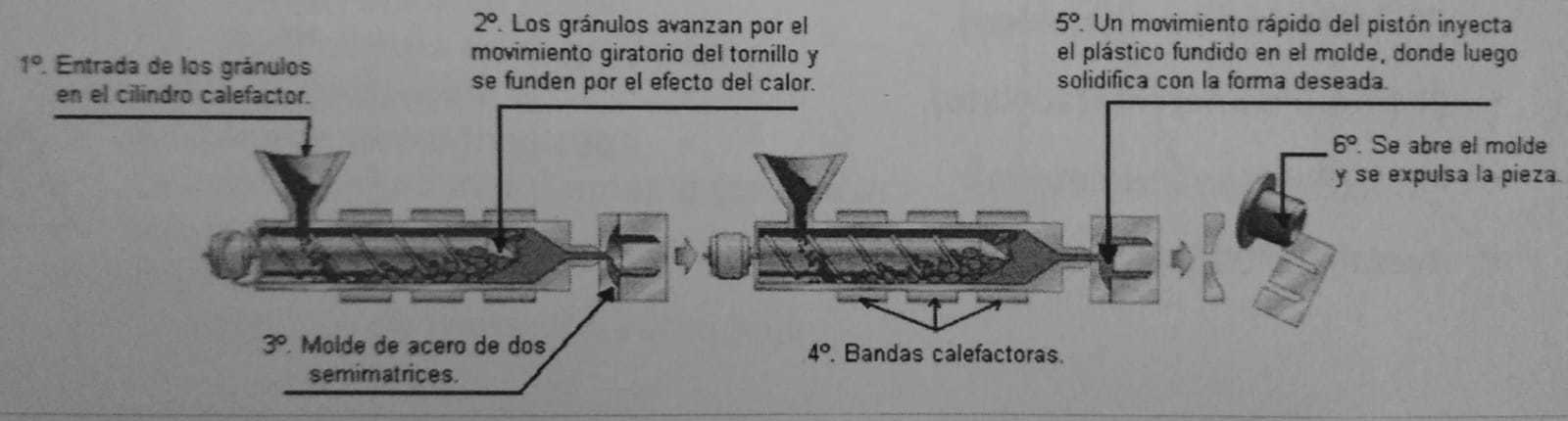
| Procesos de conformado de plásticos Inyección Características | - Tiempos de ciclo de entre 10 y 30 seg. (aunque también pueden durar minutos) - Materiales: termoplásticos (enfriamiento en el molde), termofijos(moldes calientes para el curado) y elastómeros. - Equipo: Unidad de inyección: similar al extrusor. Tornillo: mezcla, calienta e inyecta el polímero en el molde y vuelve a su posición (tornillo reciprocante). Unidad de sujeción: mantiene las dos mitades del molde alineadas y cerradas (alta fuerza de sujeción) y permite la apertura y el cierre del molde. - Máquinas: La fuerza de prensado en la matriz suele aplicarse hidráulicamente. Esta fuerza va típicamente de 100 a 250 toneladas, aunque hay máquinas de hasta 5000 toneladas. El coste de una máquina de 100 toneladas va de unos 60.000 a unos 90.000 €. |
| Procesos de conformado de plásticos Inyección Defectos (Imagen máquina inyección) | - Llenado deficiente - Rebaba - Hundimientos y huecos - Líneas soldadas |
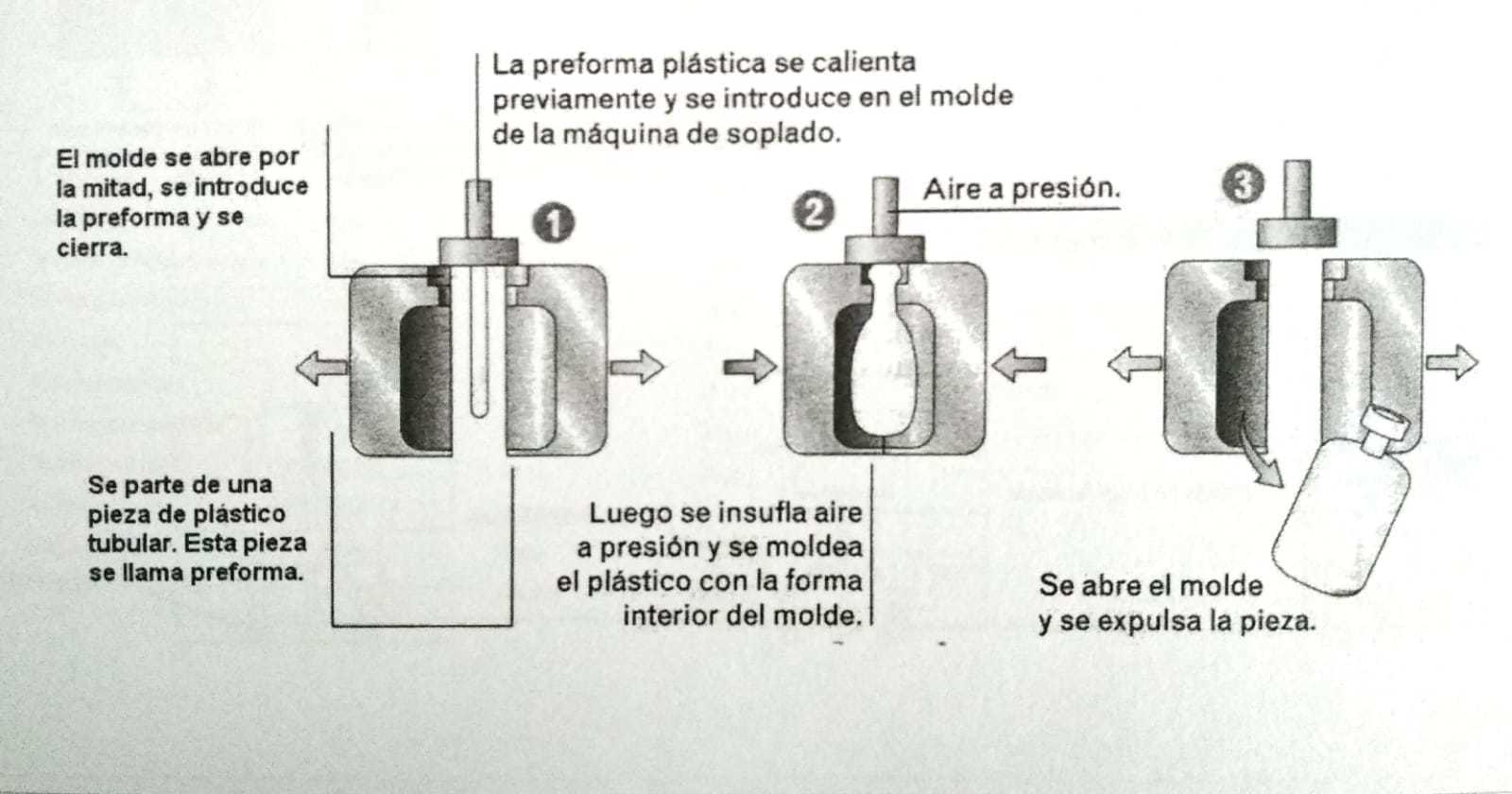
| Procesos de conformado de plásticos Soplado de plásticos | - Se inyecta aire a partir de una pieza extruida o inyectada - Botellas, envases, bolsas de plástico… |
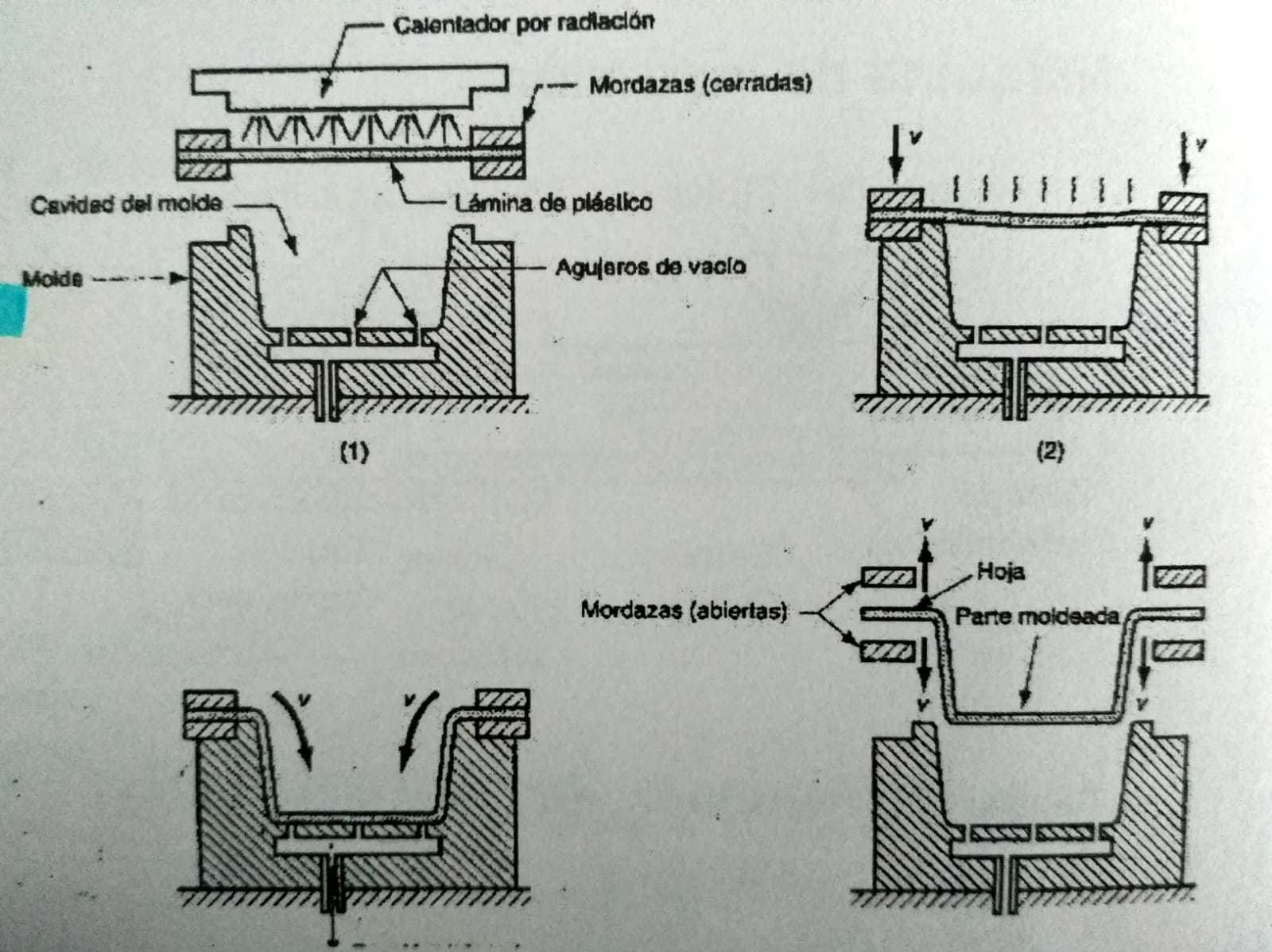
| Procesos de conformado de plásticos Termoconformado | - En este proceso se calienta una lámina en un horno hasta que se reblandece, pero no hasta el punto de fusión. A continuación, la hoja se saca del horno, se coloca sobre un molde y se empuja contra él, por aplicación de vacío. - Materiales: termoplásticos, por su gran capacidad de alargamiento uniforme. |
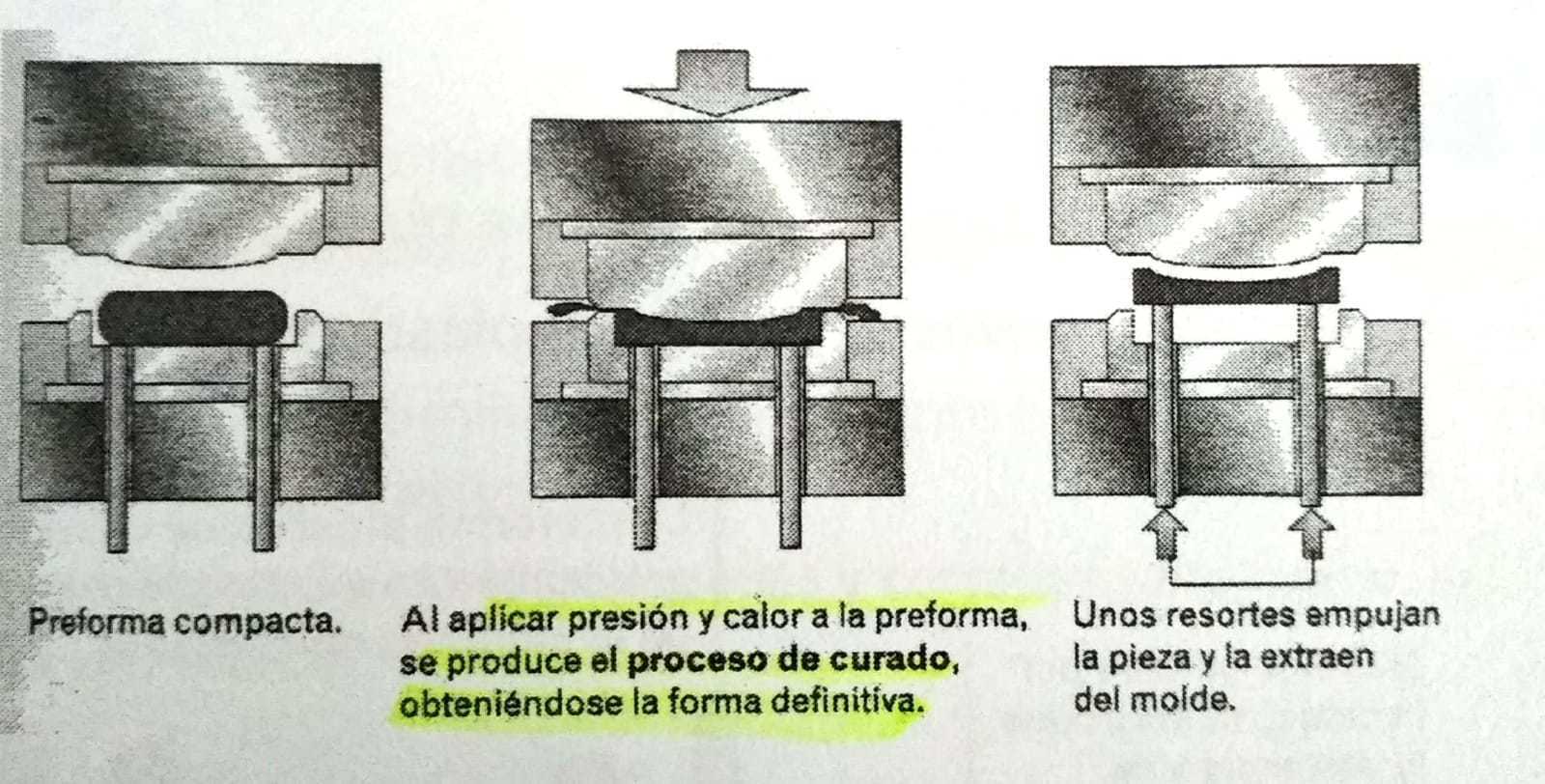
| Procesos de conformado de plásticos Moldeo por compresión | |
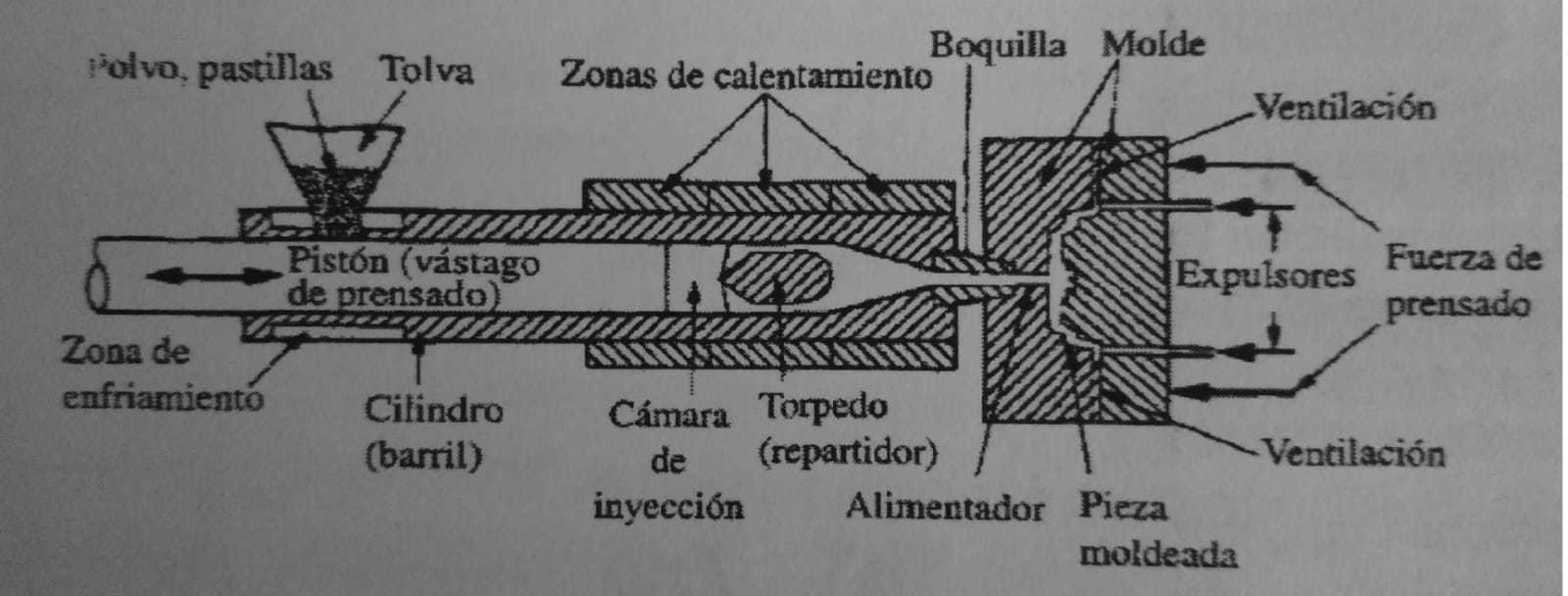
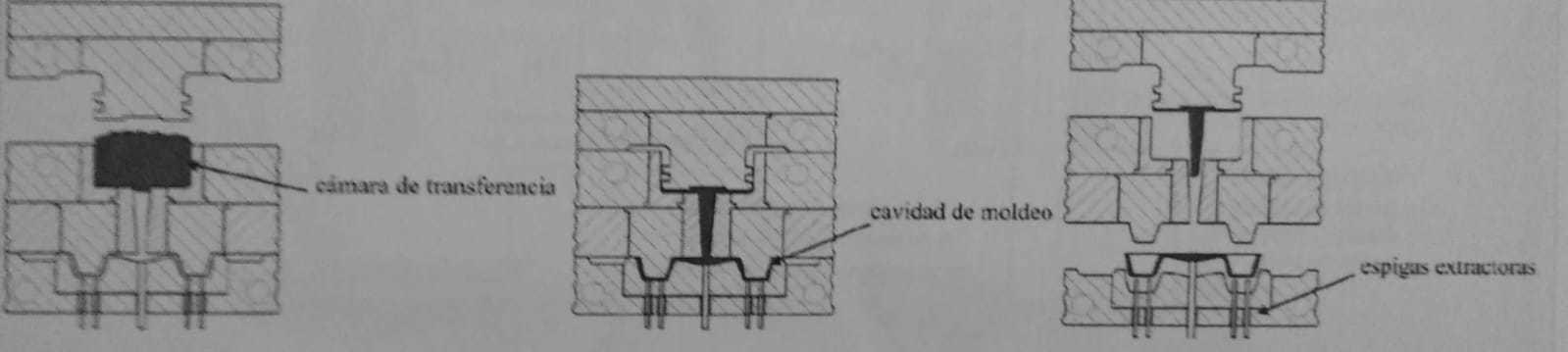
| Procesos de conformado de plásticos Moldeo por transferencia | |
| Consideraciones de diseño I | - Aspectos generales: menor resistencia y rigidez que los metales, buena resistencia al impacto, temperaturas de servicio limitadas, mayor expansión térmica, degradación por la luz y otras radiaciones, resistencia a la corrosión. - Piezas extruidas: Espesor uniforme de paredes: para evitar flujo turbulento. No utilizar secciones huecas: complican la matriz. Evitar esquinas agudas que suponen concentración de esfuerzos. |
| Consideraciones de diseño II | - Elevadas cantidades (10.000 piezas) para una producción rentable. - Pequeños espesores de pared con refuerzos (si es necesario), mejor que grandes espesores (desperdicio de material, problemas de llenado). - Evitar esquinas agudas que interrumpen el flujo laminar. - Ángulo de salida para extracción del molde. - Son deseables amplias tolerancias debido a contracción, etc. |
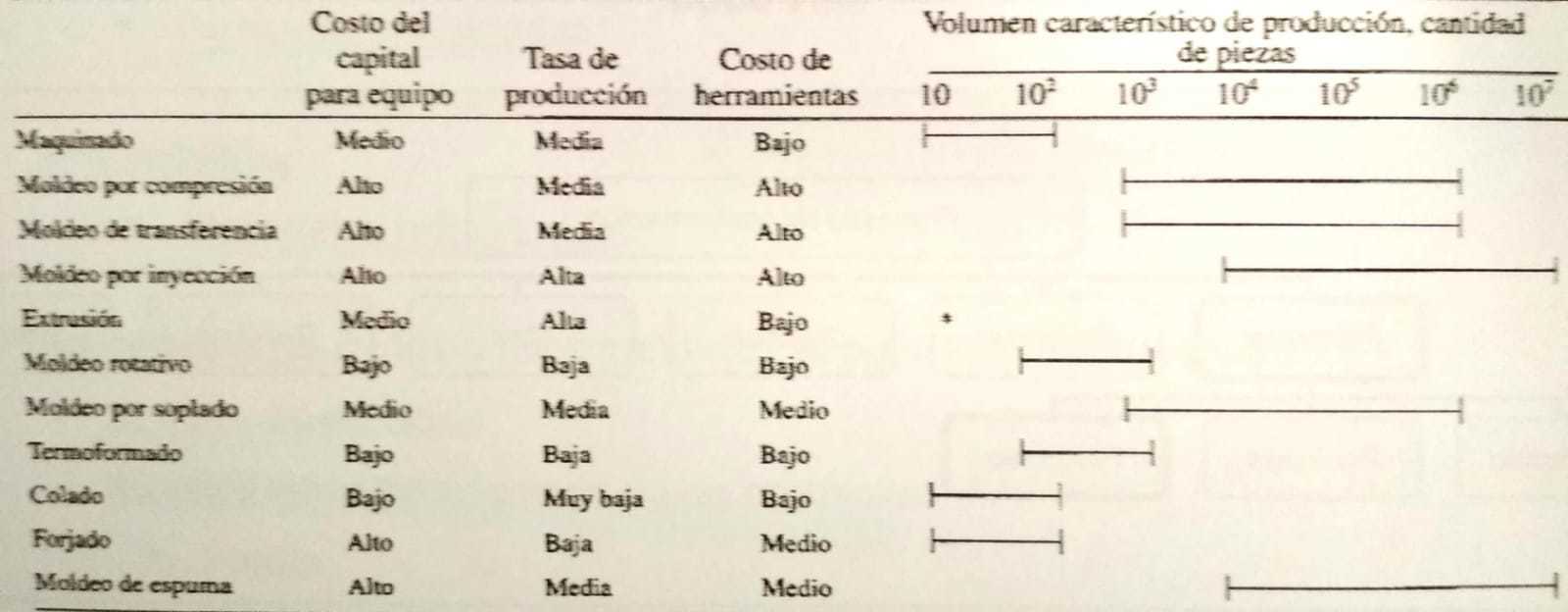
| Consideraciones económicas | - Coste económico muy dependiente del volumen de producción. - Coste máquinas de inyección directamente proporcional a la fuerza de prensado. - Cantidad óptima de cavidades (piezas) en un molde |
| Preformado de plásticos Resumen | |
| Pulvimetalurgia Introducción I Definición | Definición: La pulvimetalurgia o metalurgia de polvos es un procedimiento de fabricación a partir de polvo del material de la pieza. Consiste en la pulverización y mezcla de polvo del material de la pieza final que es compactado y calentado sin llegar a fundirlo de tal forma que los granos se adhieren unos a otros. A este calentamiento se le denomina sinterizado. |
| Pulvimetalurgia Introducción II | -Piezas complejas de aleaciones de alta resistencia y dureza: • Productos macizos: Esferas, engranajes, levas, herramientas para mecanizado… • Productos porosos: Filtros y cojinetes impregnados de aceite - Mayoría de piezas de menos de 2,5 kg, aunque pueden llegar hasta los 50 kg. |
| Pulvimetalurgia Introducción III Materiales | En forma de polvo - Metálicos: • Partículas puras de: Hierro, cobre, aluminio, estaño, titanio • Partículas pre aleadas: Aceros, aceros inoxidables, latón, bronce - Cerámicos • Materiales refractarios |
| Pulvimetalurgia Introducción IV Geometría | Se puede definir mediante: - Tamaño de partícula - Forma y estructura interna de las partículas • Forma • Estructura - Área superficial |
| Pulvimetalurgia Introducción V Ventajas | - Producción masiva de piezas en forma final o casi final ⇒reduce o elimina procesos posteriores. - Muy poco desperdicio de material (97% de los polvos iniciales ⇒producto). - Producción de piezas con un nivel específico de porosidad (rodamientos impregnables con aceite). - Permite fabricar metales difíciles con otros métodos (materiales refractarios: tungsteno). - Mejores tolerancias dimensionales que la mayoría de los procesos de fundición. - Procesos automatizables. - Compite con la fundición, la forja y el mecanizado. |
| Pulvimetalurgia Introducción VI Inconvenientes | - Alto coste del equipo y las herramientas ⇒niveles medios o altos de producción. - Alto coste de los polvos metálicos. - Dificultades de almacenamiento y manejo de los polvos metálicos (degradación del metal, riesgo de incendio). - Limitaciones en la forma de las piezas: dificultad de flujo de los polvos metálicos en ciertas direcciones (no fluyen fácilmente en dirección lateral dentro de la matriz durante el prensado). - Variaciones de densidad del material en la pieza (especialmente en piezas de geometría compleja). |
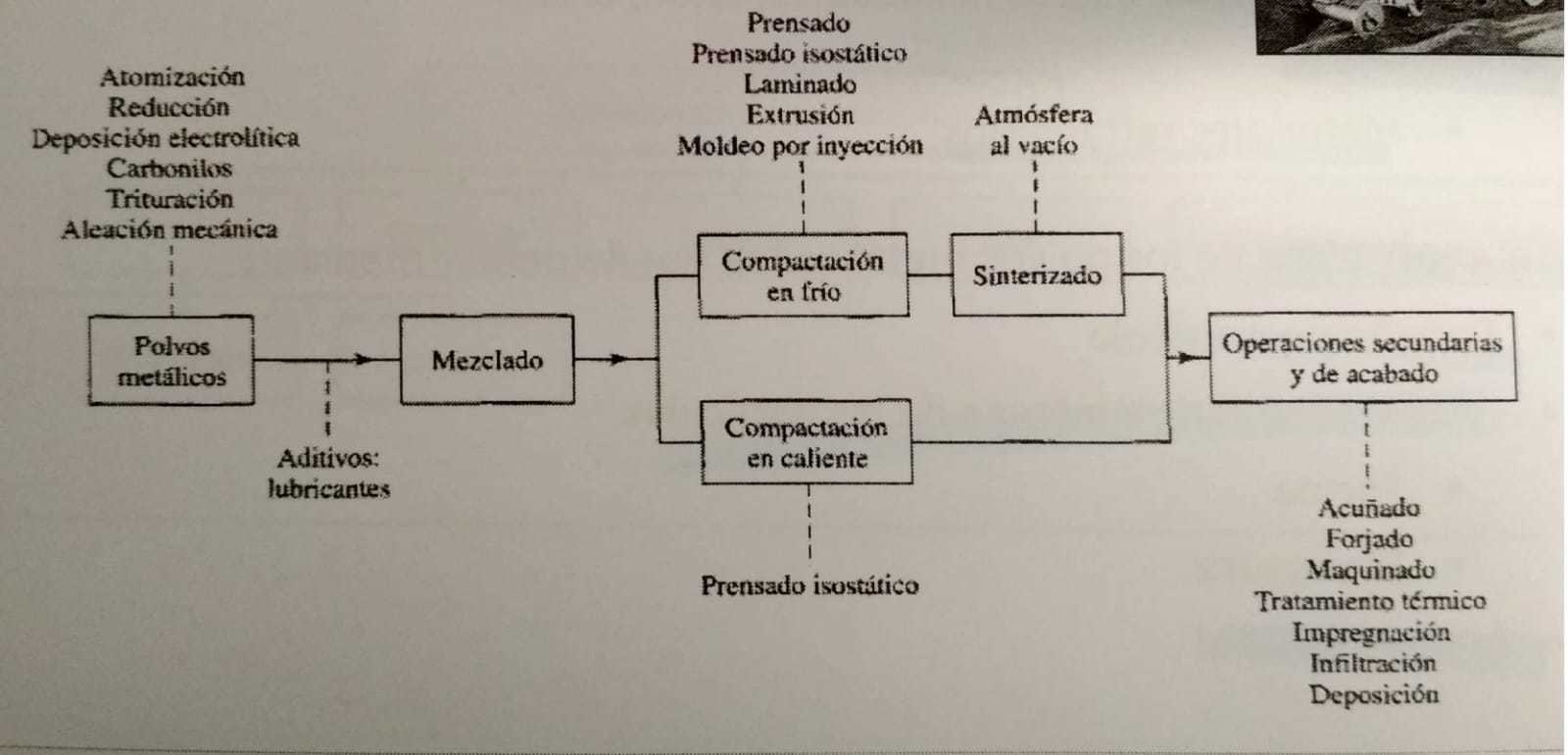
| Pulvimetalurgia Etapas del proceso | 1. Producción del polvo 2. Mezclado 3. Compactado 4. Sinterizado 5. Operaciones secundarias y de acabado |
| Pulvimetalurgia 1. Producción del polvo | - Hay que controlar: • Tamaño de partículas • Distribución de tamaños • Forma - Tipos de proceso para producción de polvo. Controlar: • Mecánicos (molido) • Electro-químicos (Reducción, Deposición electrolítica) • Mediante fusión del material (atomización) Atomizado por gas o Atomizado con agua |
| Pulvimetalurgia 2. Mezclado de polvos | - Objetivos • Distribuir de forma homogénea los distintos tamaños y formas de polvo de material • Distribuir de forma homogénea los distintos tipos de material en caso de desearse nuevas aleaciones • Mezclar lubricante si se desea menor fricción entre partículas-> Mejor flujo durante la compresión - Evitar • Contaminación •Endurecimiento - Peligro de explosión con ciertos materiales • Aluminio, magnesio, titanio… |
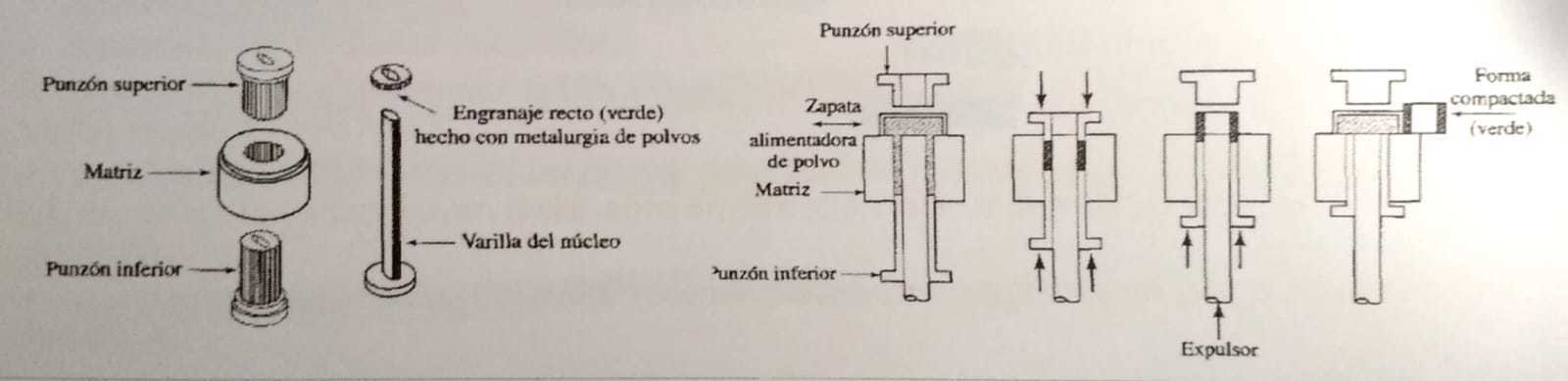
| Pulvimetalurgia 3. Compactado I | - Objetivo • Obtener la forma, densidad y contacto entre partículas necesarios para que la pieza tenga la resistencia suficiente y se pueda seguir procesando - Procedimiento • Normalmente en frío • Matrices o moldes para dar la forma • Prensas para aplicar presión • Fluidez mejora el llenado |
| Pulvimetalurgia 3. Compactado II | - La densidad de la pieza compactada depende de: • Presión aplicada • Distribución de tamaños de grano Mayor variedad->Mayor densidad - Puede existir diferencia de densidades entre distintas partes de la misma pieza • Aumentar la lubricación • Diseñar adecuadamente las matrices y punzones |
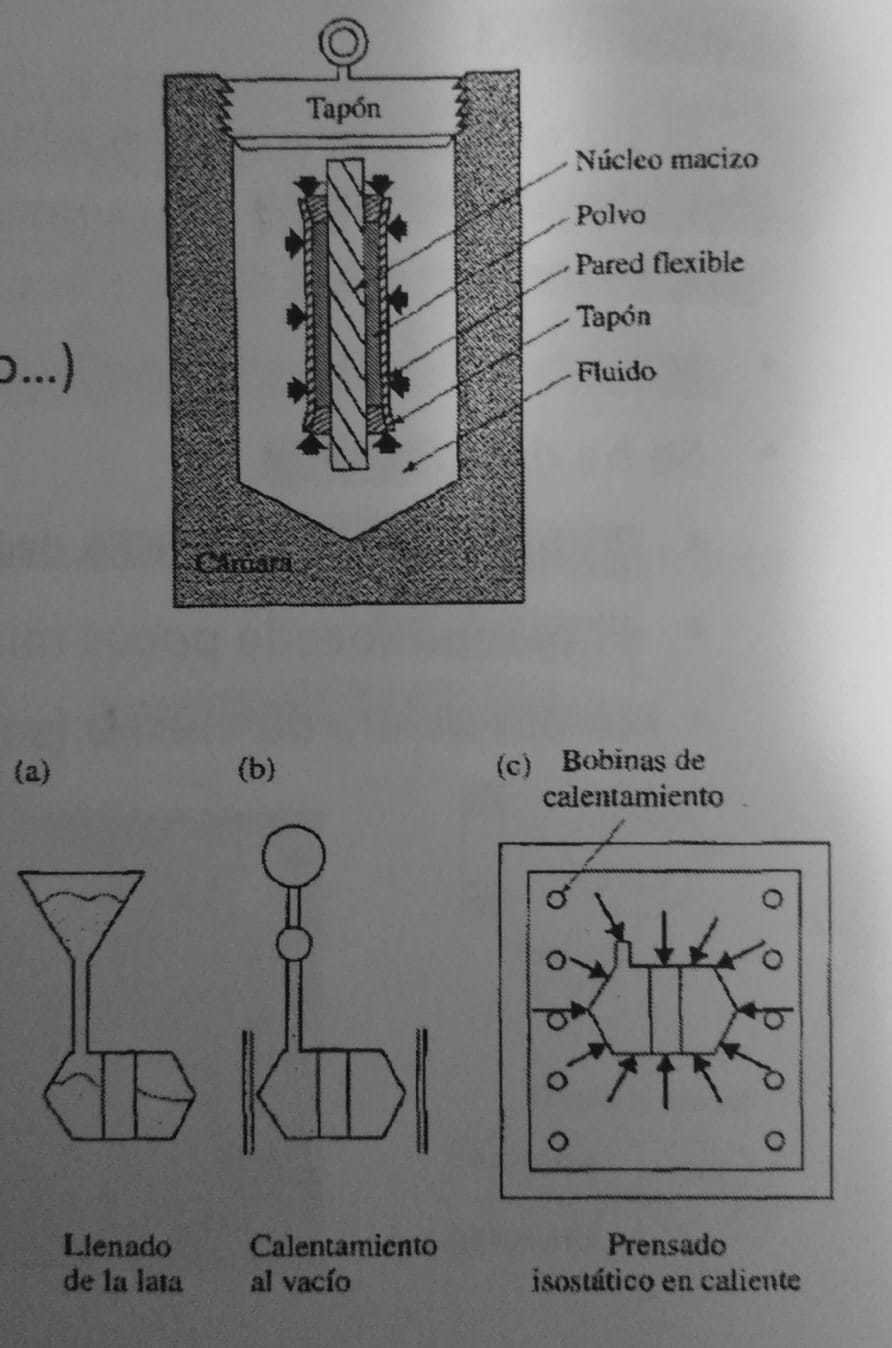
| Pulvimetalurgia 3. Compactado III Prensado isostático | - Mejora la compactación - Variantes: • Prensado isostático en frío: Molde flexible de elastómero (neopreno…) Normalmente se usa agua • Prensado isostático en caliente Molde de lámina metálica Normalmente fluido gaseoso o aceite Se alcanza mayor densidad Mayor resistencia de pieza - Características Propiedades isotrópicas • Mayores tamaños • Tolerancias dimensionales peores • Mayor costo |
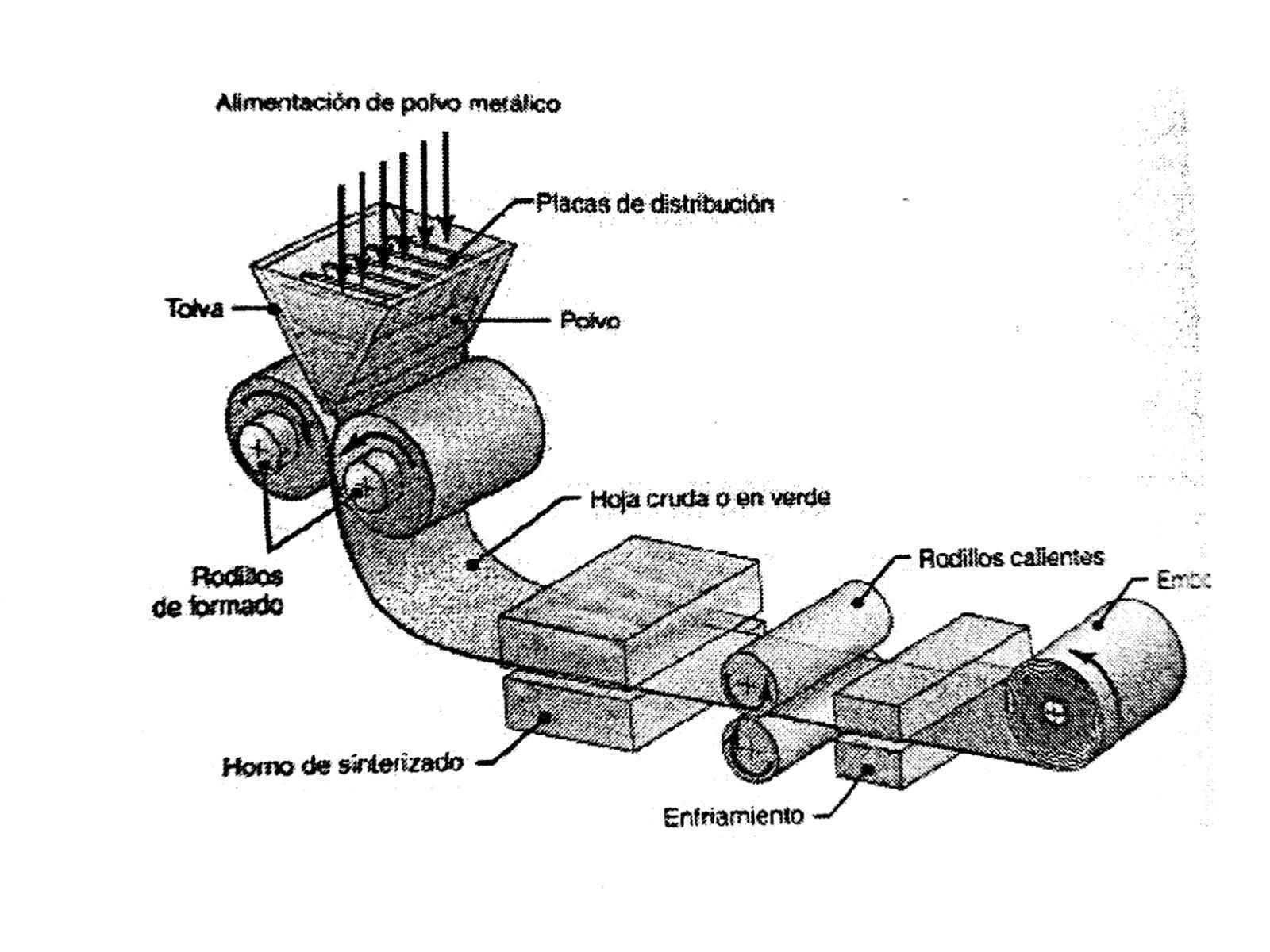
| Pulvimetalurgia 3. Compactado IV Otros procesos de compactación | - Moldeo de metales por inyección en base de cera o polímero • Geometrías complejas • Buena tolerancia • Alta tasa de producción • Piezas pequeñas - Laminado • Lámina metálica - Extrusión • Geometría específica - Compactación sin presión • Baja densidad • Apropiada para filtros |
| Pulvimetalurgia 4. Sinterizado | - El sinterizado es el proceso de calentar los comprimidos crudos en un horno con atmósfera controlada, hasta una temperatura menor al punto de fusión, pero lo suficientemente alta como para permitir la adhesión de las partículas individuales. - Mejora la resistencia y se reduce la fragilidad - Se ha de controlar: •Temperatura (70 a 90% del punto de fusión) • El tiempo (desde pocos minutos a varias horas en función del material) • La atmósfera del horno (sobre todo sin oxígeno) |
| Pulvimetalurgia 5. Operaciones secundarias y de acabado | - Acuñado y dimensionamiento: • Reprensado • Dimensionamiento • Acuñado - Impregnación e infiltración: • Impregnación • Infiltración - Forjado de impacto - Tratamiento térmico - Mecanizado - Rectificado - Recubrimiento o deposición |
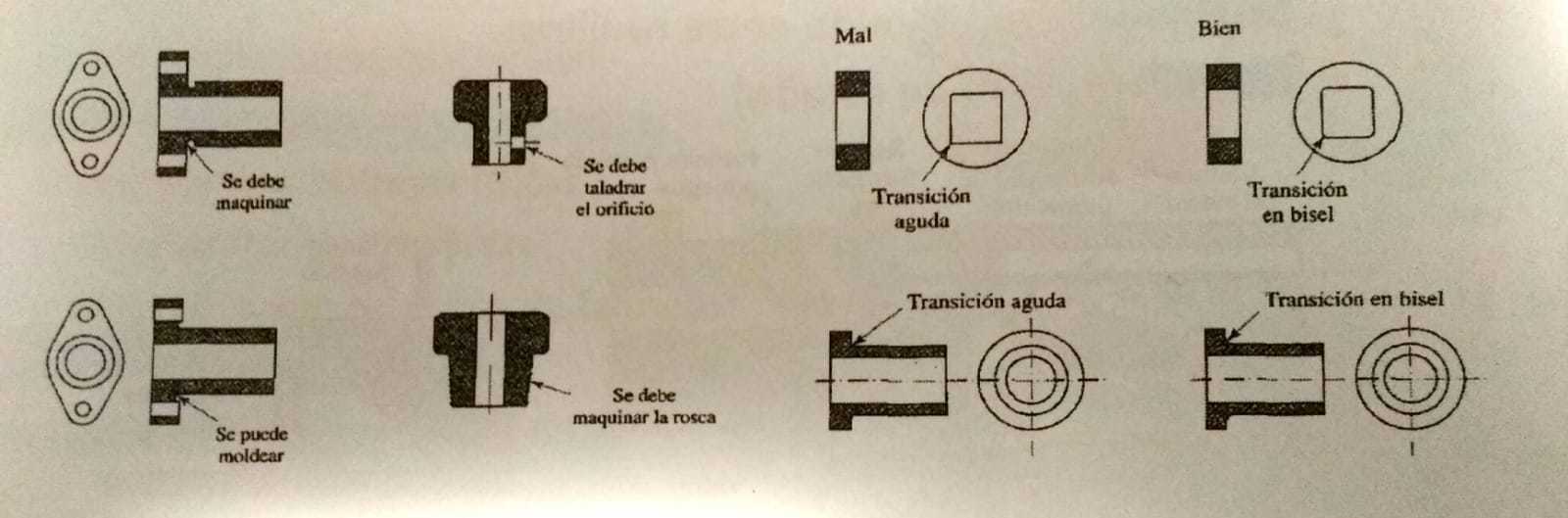
| Pulvimetalurgia Consideraciones de diseño | - La forma del comprimido debe ser tan simple y uniforme como sea posible. Se deben evitar cambios bruscos de contornos, secciones delgadas, variaciones en espesor y grandes relaciones de longitud a diámetro. - Se debe prever el desmoldeado del comprimido de la matriz, sin dañarlo. También se deben poner biseles para evitar descascaramientos en las orillas y aristas del comprimido. - Las tolerancias dimensionales de las partes fabricadas con metalurgia de polvos suelen ser del orden de ±0.05 a 0.1 mm |
| Moldeado de cerámicas Proceso | 1. Molienda de materiales 2. Mezcla con aditivos • Aglomerante • Lubricante • Humectante (mejora el mezclado) • Plastificante 3. Moldeado 4. Secado • Reducción de volumen->Peligro de grietas y rotura 5. Cocido • Proceso similar al sinterizado |
| Moldeado y formado de vidrio Tipo de productos: | - Vidrio plano en placa o en lámina, como los vidrios de ventana. - Varilla y tubo, para manejar sustancias químicas, o letreros de neón. - Productos discretos, como botellas, vasos, faros automotrices. - Fibras de vidrio para reforzar materiales compuestos y fibras ópticas. |
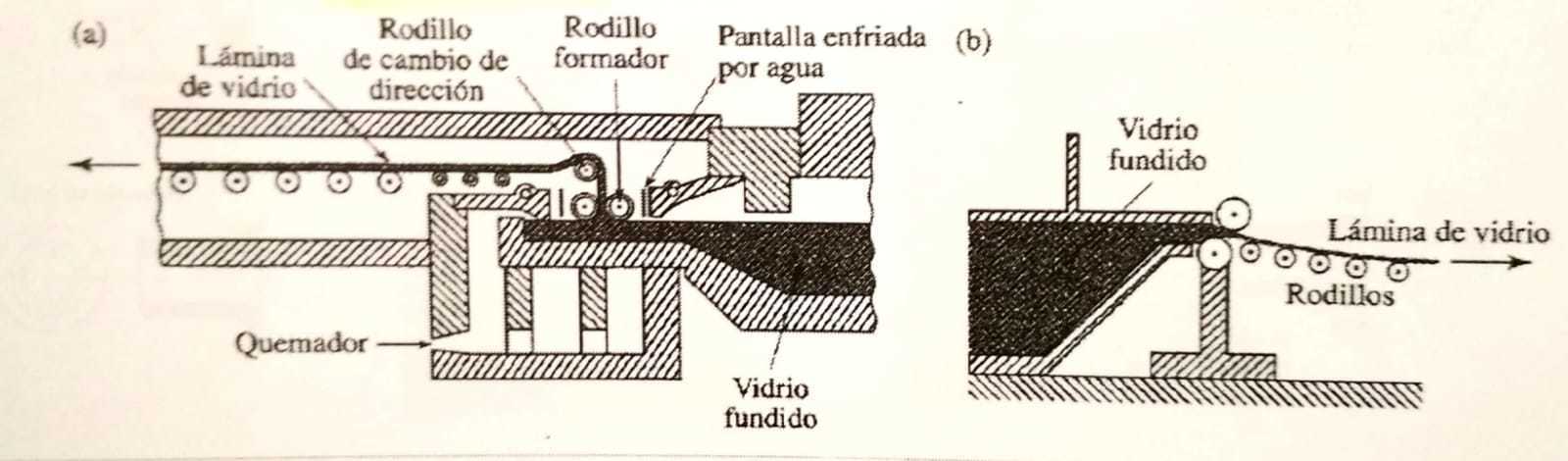
| Moldeado y formado de vidrio Vidrio plano | - Estirado (Se hace pasar por rodillos) (a) - Laminado (Comprimido entre rodillos) (b) - Flotado (bañera de estaño) |
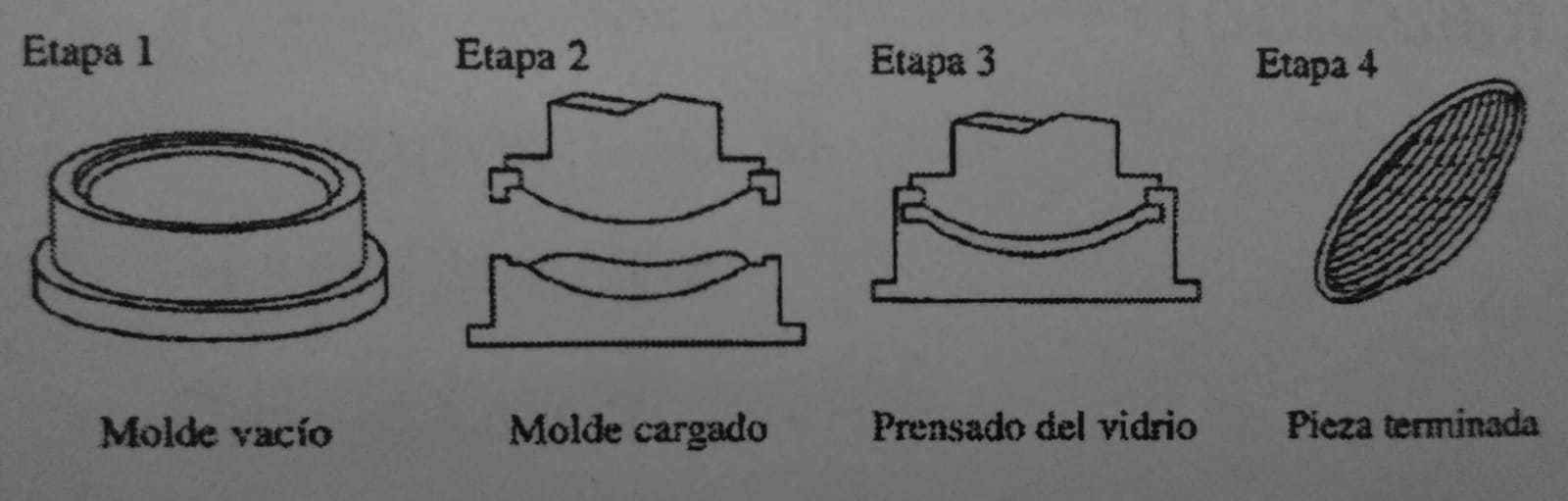
| Moldeado y formado de vidrio Productos discretos del vidrio | - Soplado - Prensado - Rotativo - Moldeo por hundimiento A partir de lámina (imagen) |
| Moldeado y formado de vidrio Técnicas para reforzar el vidrio | - Templado térmico - Templado químico - Laminado |
| Fabricación aditiva Definición | Proceso de unión de materiales para fabricar objetos a partir de datos del modelo CAD 3D, por lo general capa sobre capa, a diferencia de las metodologías de fabricación sustractivas, tales como el mecanizado tradicional. |
| Fabricación aditiva Aplicaciones | - Permiten hacer más eficiente el proceso de diseño • Crear más modelos y más rápidos • Visualizar mejor las ideas • Identificar de forma rápida posibles errores • Comprobaciones funcionales - Impulsar las ventas y el marketing • Crear presentaciones físicas • Crear prototipos realistas • Empezar a vender antes de fabricar - Explorar conceptos de diseño - Mostrar análisis de ingeniería (FEA) |
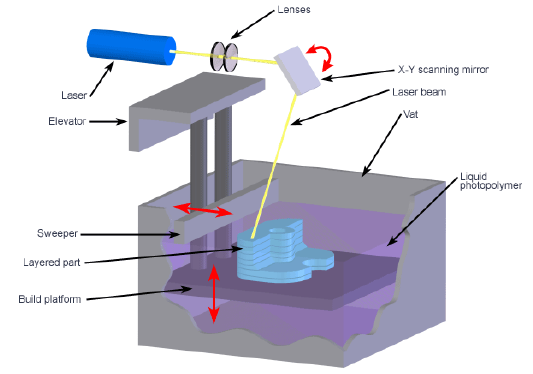
| Fabricación aditiva Tipos I Fotopolimerización en cuba | En una cuba con una resina líquida fotopolimerizable, mediante luz UV se cura y construye la pieza capa a capa. Ej: SLA, DLP (EnvisionTEC). |
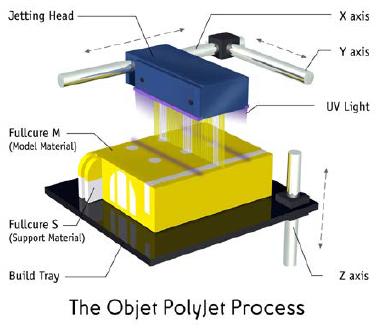
| Fabricación aditiva Tipos II Inyección de material | Funcionamiento similar a una impresora de tinta 2D, pero con materiales fotopoliméricos o cera que han de curarse (Stratasys) |
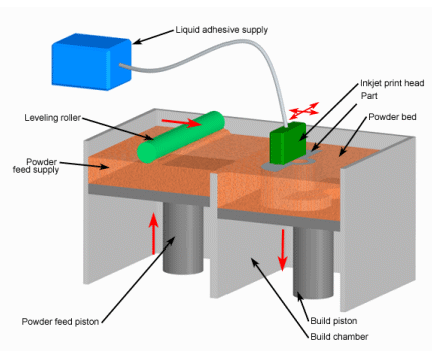
| Fabricación aditiva Tipos III Chorro aglutinante de polvos | Usa dos materiales, el propio de la pieza (típicamente en polvo) y otro de tipo adhesivo (típicamente líquido). Suele ser conveniente postprocesarla pieza en un horno. Ej: 3D Systems. |
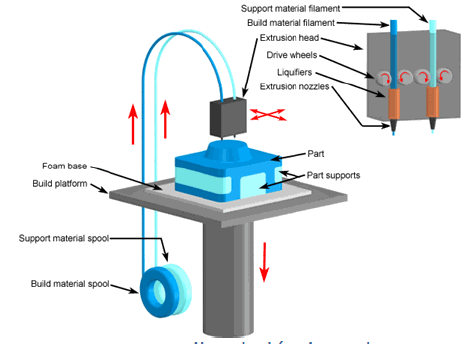
| Fabricación aditiva Tipos IV Extrusión de materiales | El material, normalmente en forma de filamento, es extruido (y calentado) para ir rellenando cada capa de la pieza. Ej: FDM (Stratasys). |
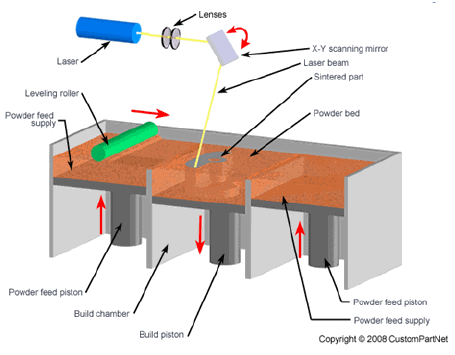
| Fabricación aditiva Tipos V Fusión en lecho de polvos | Mediante un láser o un haz de electrones se consigue fundir de manera selectiva el polvo (típicamente aleaciones metálicas, aunque tbpuede ser plástico) que forma la capa de la pieza. Ej: DMLS, SLS, SLM, EBM. |
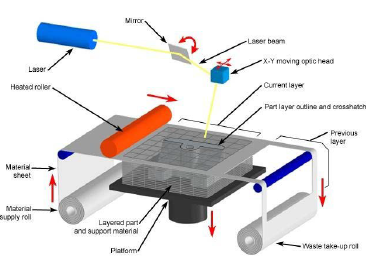
| Fabricación aditiva Tipos VI Laminación | La pieza se construye apilando láminas de material (metal, plástico, papel) que han de ser recortadas. Ej: UAM, LOM, PLT. |
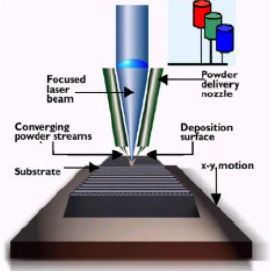
| Fabricación aditiva Tipos VII Deposición por energía dirigida | El material es directamente depositado en su posición fundiéndolo mediante un láser o haz de electrones (es similar a un proceso de soldadura). |
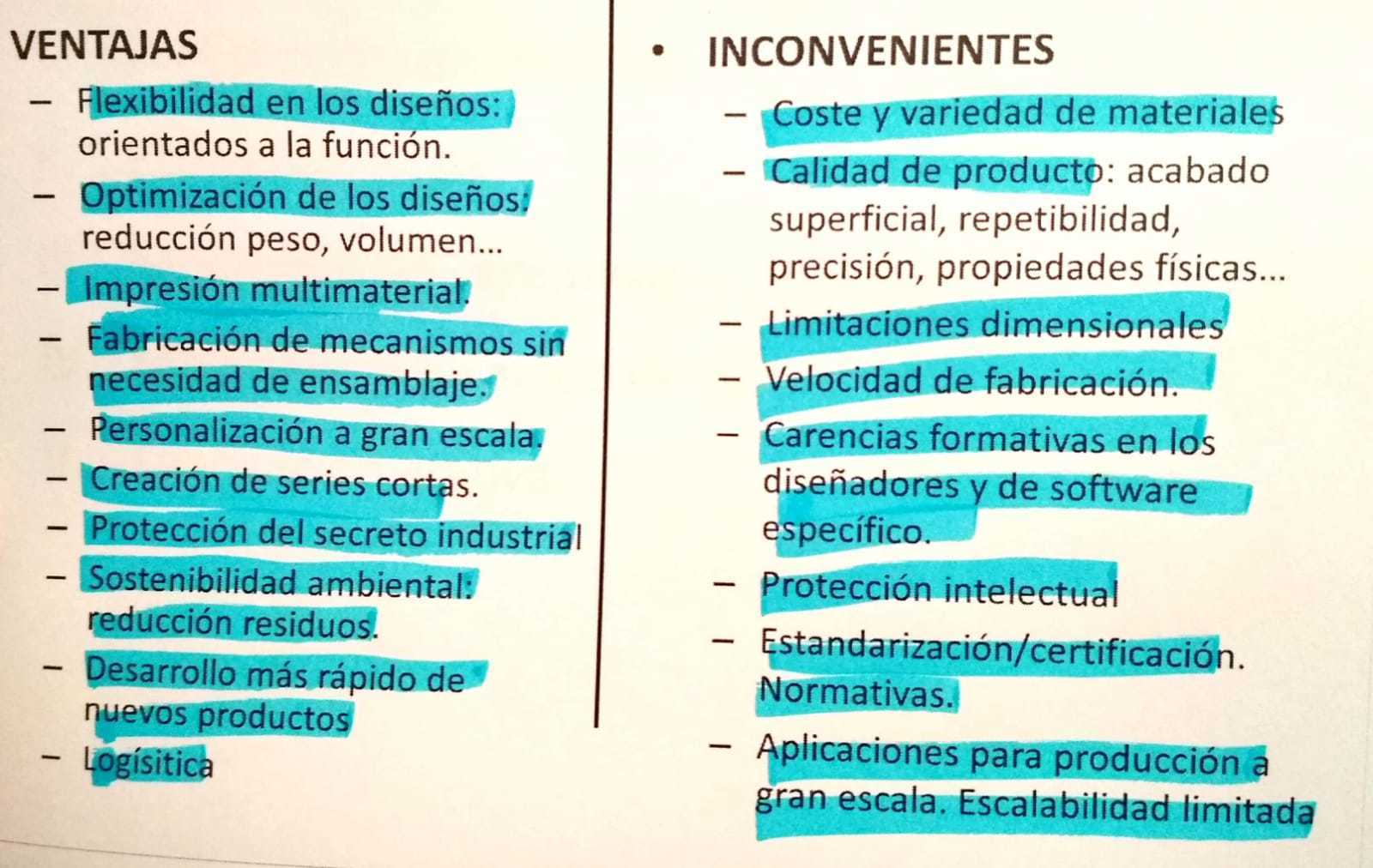
| Fabricación aditiva Ventajas e inconvenientes |
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Want to create your own Flashcards for free with GoConqr? Learn more.