28086084
Description
Flashcards by Gustavo Tehuitzil, updated more than 1 year ago
|
|
Created by Gustavo Tehuitzil
over 3 years ago
|
|
| Question | Answer |
| Hidroformado | Consiste en el conformado de un material mediante la acción de un líquido sometido a presión (agua o emulsiones de agua y aceite). Puede dividirse en tres pasos básicos: Carga de la pieza (tubular o chapa) en la prensa Llenado del tubo o de la matriz con líquido Conformado de la pieza mediante la acción simultánea de fuerza axial (en caso de tubos) y presión interna (pudiendo llegar hasta los 10.000 bares) |
| Puede dividirse en tres pasos básicos: | .- Carga de la pieza (tubular o chapa) en la prensa .- Llenado del tubo o de la matriz con líquido .- Conformado de la pieza mediante la acción simultánea de fuerza axial (en caso de tubos) y presión interna (pudiendo llegar hasta los 10.000 bares) |
| Elementos del hidroconformado |
Image:
Tubes (image/jpeg)
|
| Fluido de trabajo | El fluido, principalmente agua, suele llevar añadido algún tipo de lubricante. A altas temperaturas se ha tenido que eliminar el agua, empleándose únicamente aceite, o incluso algún gas para muy altas temperaturas de conformado. En ocasiones es además necesario añadir algún tipo de lubricante en la cara seca de la chapa o tubo. |
| Materiales hidroconformables | El material más empleado hoy en día es el acero, aunque todos los metales que pueden conformarse en frío son válidos para el hidroconformado. |
| Materiales hidroconformables | La elección del material a emplear está ligada a los requerimientos de la pieza final y a los límites del proceso. La selección de materiales depende en última instancia de la aplicación de la pieza. |
| Hidroconformado de chapa simple | Los procesos de hidroconformado de chapa se basan en la utilización de un fluido a presión para obligar a la chapa a adoptar la forma del punzón o del molde. El aumento de presión es obtenido mediante sistemas hidráulicos. |
| Hidroconformado con matriz: | Este sistema de hidroconformado utiliza una matriz que sirve como negativo de la forma final de la pieza en una de las caras y un mecanismo hidráulico que proporciona el fluido a presión (puede estar incluido tanto en la matriz superior como en la inferior) para empujar la chapa contra la matriz. |
| Hidroconformado con punzón | En este proceso se posiciona la chapa sobre una matriz, que sella solamente su perímetro. A continuación se deforma el material con una prensa hidráulica convencional y se introduce líquido a presión. |
| Hidroconformado de chapa doble | Este proceso se caracteriza por conformar simultáneamente dos piezas en un molde al introducir un fluido a alta presión en el hueco entre ambas piezas y obligar a las chapas adoptar la forma del molde. Por este método se consiguen elementos estructurales huecos y piezas de tipo depósito. |
| Hidroconformado de tubo | Consiste en el conformado de un tubo de acero contra las paredes de una matriz, mediante la introducción de un fluido a presión. |
| Pudiendo emplearse además una compresión simultánea para evitar un excesivo adelgazamiento del espesor del tubo en las zonas sometidas a una fuerte expansión. | El tubo de partida, recto o preconformado (prebending) con diferentes curvados, tiene sección constante y la pieza final puede tener sección variable y/o salientes localizados en zonas concretas de la pieza, obteniéndose unas formas suaves Suele tener dos matrices, que permiten alojar en su interior el tubo inicial a deformar. |
| Proceso de clinchado | El clinchado, del inglés clinching, es un proceso innovador para la soldadura en frío de chapa, sin componentes de montaje. |
| El remachado manual de las láminas metálicas se basa en la deformación plástica de las chapas a unir, lo que se logra mediante la interacción entre un punzón y una matriz sin la adición de material de relleno. | El punzón y la matriz de cada herramienta de clinchado, mediante la compresión de las chapas con una fuerza predeterminada, tal como para permitir la penetración del punzón en el material, forman un «botón» que constituye la unión «spot» cuya forma depende de la geometría del kit de herramientas. |
| Uso en materiales | Este proceso es usado para la unión de chapas de entre 0,5 y 3 mm hasta un espesor total de 6 mm. Los materiales deben tener la suficiente ductilidad para evitar romperse. |
| El clinchado puede usarse en materiales revestidos y pintados, y es conveniente para unir materiales diferentes. Los materiales típicos que se pueden clinchar son: | Aceros de bajo carbono y micro-aleados Aceros revestidos y pre-pintados Aceros inoxidables Materiales ligeros, tales como aleaciones de aluminio dúctiles |
| Principio de funcionamiento | En esto consiste la llamada tecnología de remachado: las láminas comprimidas entre el punzón y la matriz se deforman, forzando al material metálico a extruirse lateralmente para formar el botón de unión. |
| Principio de funcionamiento (tipos de punto) | El «punto» puede ser de tipo trapezoidal o redondo. Cada tipo de punto se hace con un punzón y una matriz de la forma geométrica que se obtendrá mediante clinchado. |
| Punto redondo: el punto redondo permite realizar una unión tipo estaño, con resistencia a la tensión uniforme en todas las direcciones y con una alta calidad estética. | Punto trapezoidal: el punto trapezoidal permite unir láminas incluso con baja ductilidad como los aceros inoxidables, además se puede utilizar para unir más de dos chapas. |
| Beneficios Los beneficios del proceso de clinchado son: | • Control no destructivo de la calidad de la unión. • Es un proceso sin humos, sin chispas y con muy poco ruido. • Usa poca energía, bajo coste y respetuoso con el medio ambiente. |
| Parámetros Además tenemos que tener en cuenta varios parámetros determinantes a la hora de establecer un punto de clinchado: | • Máquina de clinchado: Concepto del proceso, energía utilizada y geometría de la máquina • Piezas a unir: Cantidad de piezas, cantidad de puntos de clinchado, materiales, espesores, tratamientos superficiales, geometría de las piezas. |
| El clinchado se utiliza principalmente para la unión de chapas en los electrodomésticos, calefacción, ventilación y en el sector automovilístico. | Además, este proceso reemplaza técnicas como la soldadura por puntos, así como el uso de otras sujeciones mecánicas como el remachado. |
| Este proceso se puede usar en: | • Elementos constructivos como puertas y marcos de ventanas, suelo y elementos del tejado, canales, bandeja de cable, ventilación de los elevadores, iluminación, puertas de garaje, etc... • Elementos productores de calor como por ejemplo estufas, calderas de agua caliente, colectores solares, acondicionadores de aire, cambiadores de calor... |
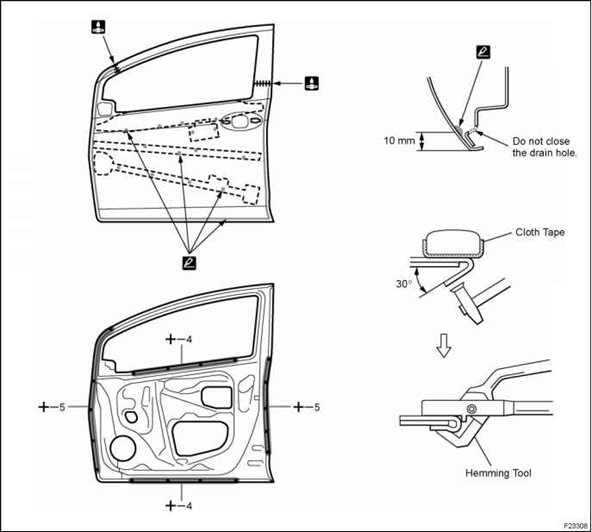
| Engargolado de piezas metálicas | El engargolado es un proceso de manufactura que consiste en doblar el extremo de una lámina sobre si misma o sobre otra lámina. |
| Este proceso de formado es empleado para aumentar la rigidez de la pieza engargolada, para optimizar los bordes de las estructuras y, por último, para unir los paneles interiores y exteriores. | Existen tres métodos para llevar a cabo el proceso de engargolado; engargolado con dados de movimiento vertical (Die Hemming), engargolado de mesa con dados de movimiento vertical y horizontal (Table Hemming), y engargolado con rodillos (Roll Hemming). |
| Engargolado |
Image:
Image (binary/octet-stream)
|
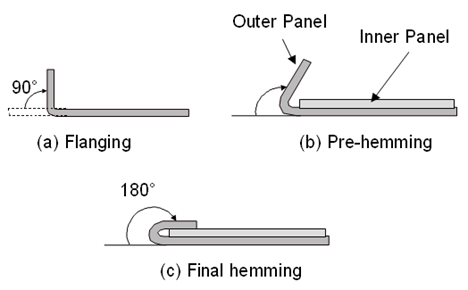
| Procedimiento | El Die Hemming se lleva a cabo en tres etapas, la etapa de doblado a 90°, pre-engargolado y engargolado final, las cuales se realizan en una prensa con un patrón de movimiento vertical. |
| De manera similar, el Table Hemming se realiza empleando una prensa, sin embargo, el movimiento del herramental puede ser horizontal, vertical o una combinación de ambos. | La desventaja de este método es el alto costo de inversión ya que cada configuración de herramentales genera un solo tipo de producto (no son intercambiables). |
| El Roll Hemming, emplea un rodillo conducido a lo largo de una trayectoria dada. Este proceso se lleva a cabo generalmente en tres pasos; inicialmente se tiene una lámina plana sobre la que se genera un doblez a 90° por medio de una prensa y sus herramentales; posteriormente utilizando el rodillo se generan un pre- engargolado y engargolado final a 120° y 180° respectivamente. |
Image:
Image (binary/octet-stream)
|
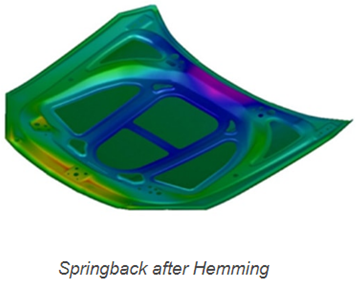
| Los correctivos del proceso de engargolado a menudo necesitan centrarse en la forma y la geometría de la parte con bridas, lo que lleva a modificaciones de la línea de corte (es decir, los troqueles de corte) y posiblemente incluso de la geometría del troquel de dibujo o las dimensiones en blanco. | Además, las modificaciones interactúan entre sí, lo que hace que el resultado sea muy difícil de predecir. |
|
Image:
Image (binary/octet-stream)
|
Image:
Image (binary/octet-stream)
|
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Want to create your own Flashcards for free with GoConqr? Learn more.