12828508
Description
Flashcards by Esra Gunduz, updated more than 1 year ago
|
|
Created by Esra Gunduz
about 6 years ago
|
|
| Question | Answer |
| QS in der Entwicklung und Konstruktion -präventive Q-Maßnahmen (6) | -Konstruktionsfreigabe (Design-Review) -FBA -FMEA -Q-Bewertung -Simulation -statistische Toleranzanalyse |
| Anforderungsmanagement -Gründe | -Vielzahl von Anforderungen -unmöglich, alle Ziele in gleichem Maß zu überwachen -Zerlegung in Teilprojekkte mit verschiedenen Entwicklern -> Gefahr vor Anforderungen zu vernachlässigen |
| Anforderungsmanagement -Ziele | -Erfassung und Verwaltung aller erfassten Anforderungen -gemeinsames Verständnis zwischen Auftragsgeber und Auftragsnehmer -Dokumentation aller Modifikationen und Änderungen |
| Anforderungsmanagement -Bestandteile | 1. Attributierung von Anforderungen 2. verschiedene Sichten auf Anf. 3. Priorisierung von Anforderungen 4. Verfolgbarkeit von Anforderungen 5. Versionisierung von Anforderungen 6. Verwaltung von Anf.änderungen |
| Anforderungsmanagement -Werkzeugunterstützung | ->klassische, manuelle Hilfsmittel -Anf-listen, Konsistenzmatrizen -Unübersichtlich bei vielen Anforderungen -Gefahr von Redundanzen -anhängige Anf. aufwendig zu aktualisieren -Probleme bei zeitgleichem Zugriff verschiedener Nutzer ->spezielle Anf.managementsysteme -DOORS -lückenlose Dokumentation -Mehrbenutzerbetrieb -Verknüpfung zwischen Anforderungen -Verknüpfung mit CAD-Systemen möglich |
| Gründe für eine Zielabsicherung | -Zielabsicherung über gesamten Entwicklungsprozess notwendig -bereits präventive Absicherung der Planung und der entwickelten Konzepte -Bewertung möglicher, für die Zielerreichung relevanter Abweichungen |
| Spezifikation - Integration | Spezifikation: -Zergliederung des Systems in Teilsysteme -Anforderungserstellung für Teilsysteme -nicht lösungsneutral Integration: -Erstellung verifizierbarer Gesamtlösung -Erfüllen die Teillösungen die Anf. und lassen sich wie geplant zusammenfügen? -Systemanf. werden nicht überprüft |
| Messung der Zielerreichung für Überprüfung der Anforderungen | Anforderungsklärung: Zielvorgabe und Randbedingungen für die Entwicklung Verifikation: Erfüllt das System die geforderten Anforderungen? Validierung: Wurden die richtigen Anforderungen gestellt? |
| Prototypen | Modelle, die zur Absicherung eingesetzt werden -Eine Serie von Prototypen ist normalerweise notwendig. -Prototypen sind Darstellungen von Konzepten und Produktvorschlägen. -Prototypen entwickeln sich im PEP kontinuierlich weiter. |
| Design Review -Aufgaben | -Nutzen der Erfahrung aller Beteiligten -bereichsübergreifende Kommunikation ermöglichen -Auffinden von Fehlern und Unzugänglichkeiten -Dokumentation der Ergebnisse |
| Design Review -Ziele | -Beurteilung der Fähigkeit eines Objekts, Q-Anf zu erfüllen -potenzielle Probleme identifizieren -die Entwicklung der Lösungen niederlegen |
| Design Review -Wann? (7) | -Meilensteine an kritischen Stellen -> Beurteilung, ob der angestrebte Entwicklungsstand erreicht wird -Verabsicherung Pflichtenheft -Abschluss Vorentwicklung -Abschluss Konstruktion -Fertigstellung Prototyp -Abschluss Fertigungsplanung -Versuchsergebnisse -Ende der Nullserie |
| Design Review -Wie? | -anhand der bisher erstellten Unterlagen, Modelle, Prorotypen -durch Vertreter verschiedener Fachbereiche -Checklisten als Hilfsmittel |
| Q-Bewertung | Q-Audit: systematische Überprüfung des QS-Systems Produktaudit: Untersuchung von Produkten zur Beurteilung der QS-Systemen |
| Fehlerbaumanalyse (FBA) | systematische Suche nach denkbaren Ursachen für einen bestimmten Fehler. Ausgehend von Fehlern werden alle möglichen Ausfallkombinationen in Form eines Fehlerbaums dargestellt |
| FBA -Detail | -Identifikation von möglichen Ausfälle bzw. Ausfallkombinationen mit ihren Ursachen -Darstellung kritischer Ereigniskombinationen -Berechnung von Zuverlässigkeitskenngrößen -übersichtliche Dokumentation und Darstellung von Ausfallmechanismen und deren Zusammenhänge |
| FBA -Ausfälle | Primärausfall: Ausfall bei zulässigen Einsatzbedingungen (Standardeingang) Sekundärausfall: Ausfall bei unzulässiger Einsatzbedingungen kommandierter Ausfall: Ausfall trotz funktionsfähiger Komponente infolge einer falschen bzw. fehlenden Anregung oder Ausfall der Hilfsquelle |
| FMEA -Bedeutung -Erklärung | Failure Mode and Effect Analysis Fehlermöglichkeits- und Einflussanalyse -Analyse potentieller Fehler und ihrer Folgen nach Bedeutung, Wahrscheinlichkeit des Auftretens und Entdeckens |
| FMEA -Aufgaben | -frühzeitiges Erkennen von Fehlern -Entdecken von Schwachstellen -Abschätzen der Risiken, die aus möglichen Fehlern resultieren können -Verbesserung von Entwürfen |
| FMEA -Ziele | -frühzeitiges Erkennen und Lokalisieren von Fehlern an Produkten und Prozessen -Risiken vermindern bzw. vermeiden -Kosten für Gewährleistung bzw. Imageverlust vermeiden -Verkürzung von Entwicklunszeiten |
| FMEA -Rahmenbedingungen | -Teamarbeit -konsequente Anwendung der Methode -aktueller Stand der Informationsgrundlage |
| FMEA -Anwendung | -grundsätzliche Neuentwicklung eines Produkts -Einsatz neuer Fertigungsverfahren -Beurteilung von Sicherheit und Problemstellung -Produktänderungen -geänderter Einsatzbedingungen vorhandener Produkten |
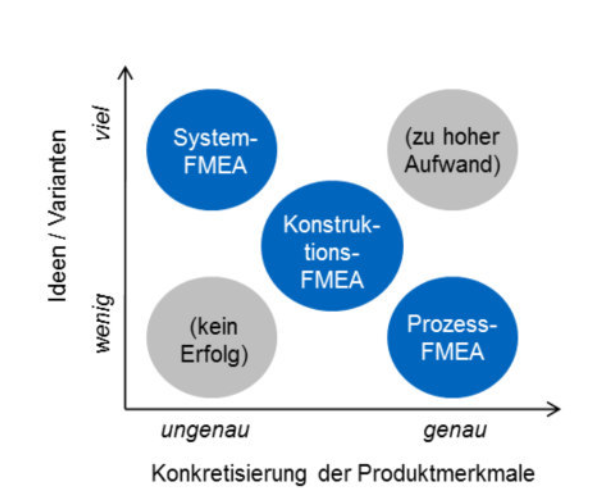
| FMEA -Typen | 1. System FMEA: -Planen des Gesamtprodukts -in den früheren Phasen der PE -mögliche funktionelle Fehlern und Schwachstellen identifizieren und das Zusammenwirken von Systemkomponenten gewährleisten 2. Konstruktions-FMEA: -Konstruieren von Baugruppen, Einzelteilen -Untersuchung der Gestaltung und Auslegung zur Vermeidung von Konstruktionsfehlern anhand Stücklisten und Zeichnungen 3. Prozess-FMEA: -bei der Planung der Produktionsprozesse -prozessbedingte Fehler eliminieren -baut auf den Ergebnisse der Konstruktions-FMEA auf |
| FMEA -Paramater | Wahrscheinlichkeit des Auftretens (A): 1-10 (gering-hoch) Bedeutung (B): Auswirkung/Schwere des Fehlers 1-10 (gering-hoch) Wahrscheinlichkeit der Entdeckung: vor Auslieferung an Kunden 1-10 (hoch-gering) |
| FMEA -Ablauf | 1.Strukturanalyse: -Erfassen und Strukturieren beteiligter Elemente -Systemstruktur erstellen 2. Funktionsanalyse: -Funktionen den Systemelemente zuordnen -Funktionen verknüpfen 3. Fehleranalyse: -Fehlfunktionen den Funktionen zuordnen -Fehlfunktionen verknüpfen 4. Maßnahmenanalyse: -Dokumentation aktueller Vermeidungs- und Entdeckungsmaßnahmen -Bewerten des aktuellen Standes 5. Optimierung: -Risiko mit weiteren Maßnahmen mindern: (B-A-E)=(Konzept-, Konstruktions-, Prozessänderung) -Bewertung des geänderten Standes |
| FMEA -Risikobewertung | 1- Risikoprioritätszahl: RPZ=B*A*E <120 OK die Fälle mit höchster Priorität relativ zu anderen Fälle bestimmen 2. Risikomatrix: differenzierte Aussagekraft Nichtlin. und unterschiedliche Gewichtung von Schaden werden berücksichtigt Kombination aus A (x) und B (y) -> Risikoklasse -> Handlungsbedarf ermitteln |
| FMEA -Maßnahmen | Vermeidungsmaßnahmen: der Wert für A reduzieren -Fehlerursache wird weniger wahrscheinlich -Fehler tritt trotz auftretender Fehlerursache nicht ein Entdeckungsmaßnahmen: Wert für E reduzieren -Fehlerursache oder später Fehler wird erkannt |
| FMEA -Vorteile (9) | -Fehlermöglichkeiten werden auf rein analytischen Weg festgelegt -präventiver statt korrigierenden QS-Ansatz -Dokumentation -Universalität -reduzierter Aufwand für die Herstellung, kürzere Entwicklungszeiten -Förderung bereichsübergreifender Zusammenarbeit -Erleichterung der Einarbeitung neuer MA -Verbesserung des Firmenimages -Förderung des Qualitätsbewusstsein der MA |
| FMEA -Schwächen (5) | -hoher Aufwand, zeit- und personalintensiv -unter Umstände falscher methodischer Einsatz -die gezielte Einführung scheint nicht notwendig -Kombination von Fehlern werden nicht berücksichtigt -liefert keine quantitative Zuverlässigkeitswerte |
| Herausforderungen der Zielabsicherung | -unüberschaubare Anzahl von Fehler -Vielzahl von Anforderungen -unmöglich alle Ziele, in gleichem Maße zu überwachen -große Anzahl an möglichen Absicherungsmodellen |
{kind=link}
Want to create your own Flashcards for free with GoConqr? Learn more.