11848115
Description
Flashcards by Lukas Berger, updated more than 1 year ago
|
|
Created by Lukas Berger
over 6 years ago
|
|
| Question | Answer |
| Einsparungen von THG in % Hauptgruppen sind: Biodiesel Bioethanol Wie hoch sind die prozentualen Anteile? Nachteile bei welchen Substraten? | Biodiesel: ca. 50-70% Bioethanol: ca. 80% Nachteile bei SojaÖl, Bioeth. aus Mais, Biomethan |
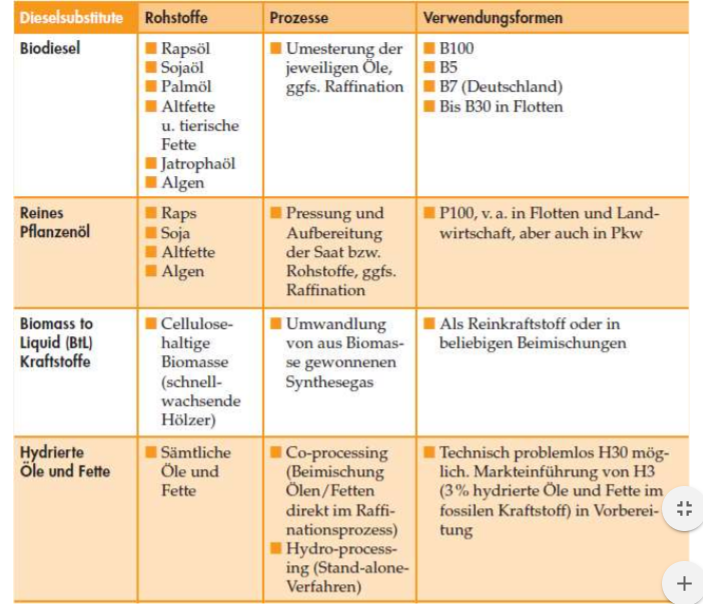
| Klassifizierung Biokraftstoffe: beschreibe jeweils die Rohstoffe, Prozesse und Verwendungsformen von: Biodiesel reines Pflanzenöl Biomass to Liquid (BtL) Kraftstoffe Hydrierte Öle/Fette | |
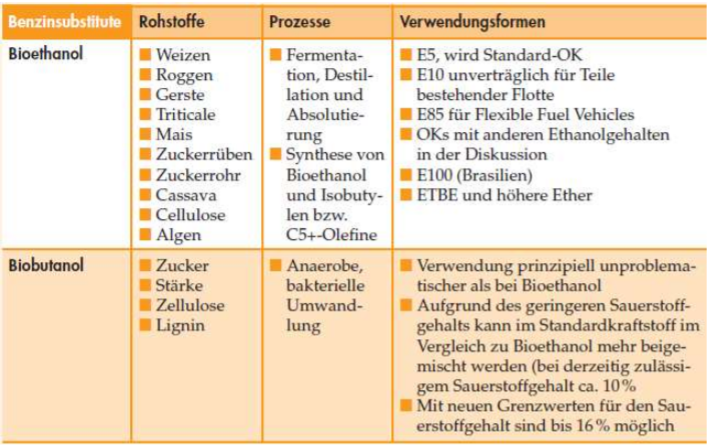
| Biokraftstoffe: Bioethanol Biobutanol | |
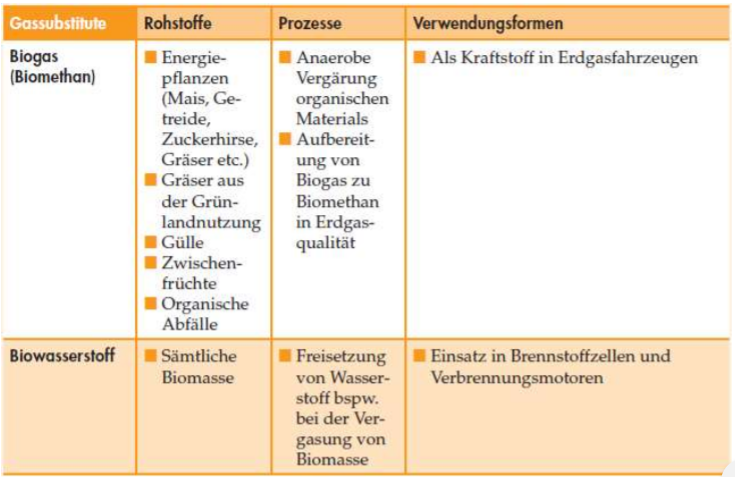
| Biokraftstoffe: Biogas(Biomethan) Biowasserstoff | |
| Nenne die Biokraftstoffe der 1. Generation: | • Pflanzenöle • Biodiesel • Bioethanol |
| Biokraftstoffe der 2. Generation: | • Modifizierte Pflanzenöle • Biobutanol • BtL • Bioethanol aus Lignocellulose • Synthetischer Diesel |
| Biokraftstoffe im Handel, dabei Trennung in Reinkraftstoffe: und Mischkraftstoffe: | Reinkraftstoffe Bioethanol (E100) Pflanzenöl Biodiesel (FAME, FAET) BtL (bisher nicht auf dem Markt) Mischkraftstoffe: B5, B10, B20, B30, B99 E5, E10, E85… |
| Öle unterteilen sich in.. | Mineralöle.. vollsynthetische Öle.. Ätherische Öle.. pfflanzliche Öle.. Fette.. |
| • Je nach Aggregatzustand bei Raumtemperatur unterscheidet man: • Je mehr ungesättigte Fettsäuren das Fett enthält, desto flüssiger • Alle Fettarten sind Glyceride, d.h. Glycerinester höherer, gradzahliger Carbonsäuren | – Flüssige Öle – Bei Körpertemperatur schmelzende Fette – Fette, die über 37°C schmelzen =Talge |
| die 5 häufigsten Säuren sind.. | Palmitin-, Stearin-, Öl-, Linol- und Linolensäure |
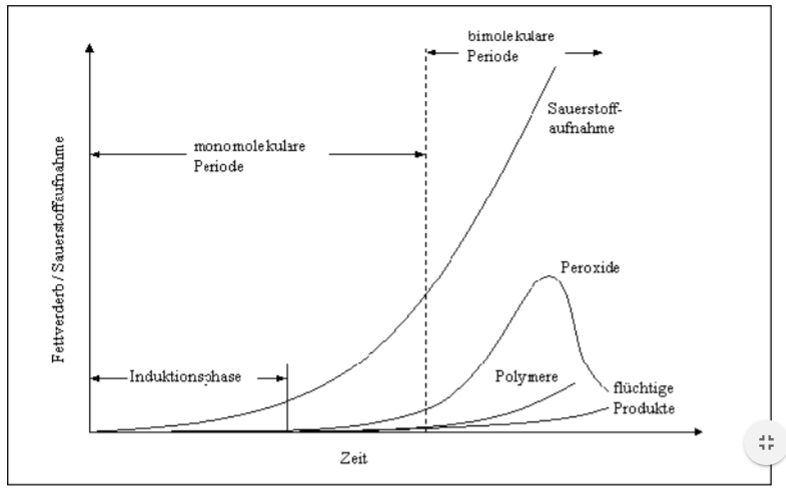
| • Ungesättigte Fettsäuren können leichter oxidiert werden: beschreibe – Autoxidation: beschreibe – von was die Oxidationsstabilität abhängig ist? (Induktionszeit) | – Autoxidation: radikalische, sich selbst katalysierende Kettenreaktion → schneller Verderb nach Ablauf von Induktionsperiode – Oxidationsstabilität (Induktionszeit) vor allem abhängig von Gehalt an Antioxidantien, Vorhandensein katalytisch wirkender Metalle, Licht --> – Probleme im Motor durch Belagsbildung, Verkokung |
| Bei der Fettoxidation gibt es eine Kombination von einen Kettenabbruch: | |
| Dissoziationsenergien und relative Oxidationsgeschwindigkeiten von Fettsäuren und deren Methylester: Welche Fettsäuren oxidieren schneller? Wie misst man das? | Oxidation vor allem an mehrfach ungesättigten Fettsäureresten Iodzahl! |
| Zeitlicher Verlauf der Fettoxidation - Produkte (Grafik) | |
| nicht essbare Öle sind.. | Wunderbaumöl und Purgiernussöl |
| 4 Tierische Fette, Abfallfette, Öle aus Mikroorganismen sind: | Abfallfette Altfett Tierfett Algen |
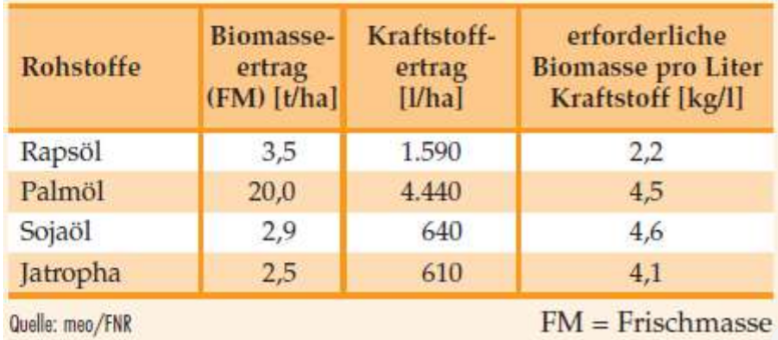
| Bei der Fettsäureverteilung hat ......... ein ausgewogenes Verhältnis gesättigt / ungesättigt | Rapsöl |
| grösster ertrag/hektar | Fazit: Palmöl hat den besten ertrag pro ha, ca. 4500 l/ha |
| Gewinnung von Ölen und Fetten: Vergleich Großanlagen und Kleinanlagen die Verfahrensunterschiede sind: | in industriellen Ölmühlen bis zu 4000 Tonnen Ölsaat pro Tag in Kleinanlagen ca. 0,5 - 25 Tonnen Ölsaat pro Tag Großanlagen → Heißpressung/Extraktion → Raffination Kleinanlagen → Kaltpressung → keine Raffination |
| Vorgang von Ölsaatvorbereitung in industriellen Ölmühlen erklährt: | Saat - Reinigung - Schälen - Zerkleinern - Konditionierung - Vorpressung wird zu Pressrohöl und Presskuchen Pressöl wird gefiltert und dann zur Raffination Presskuchen wird zerkleinert - Extrahiert - dann nochmals gepresst und dann auch zur Raffination |
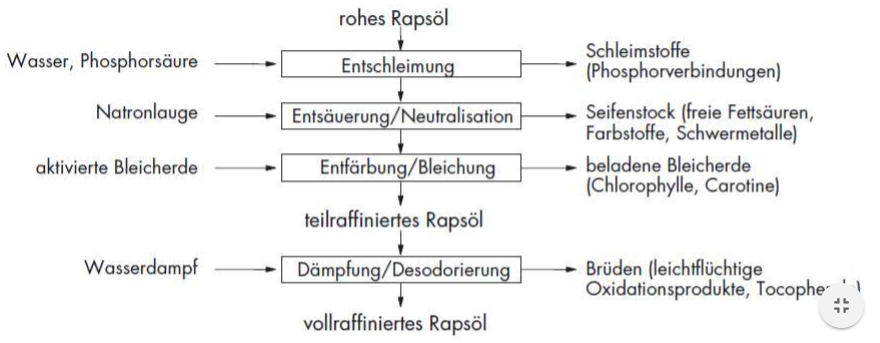
| Chemische Raffination in industriellen Ölmühlen: | |
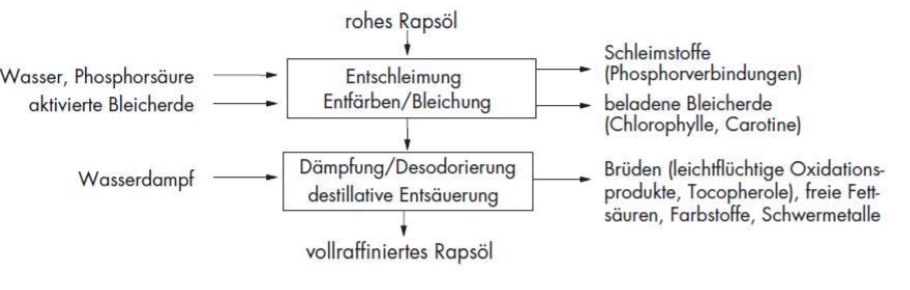
| Physikalische Raffination in industriellen Ölmühlen >Unterschied zur chemischen R.: destilltive Entsäuerung durch Wasserdampf und keine Neutralisation | |
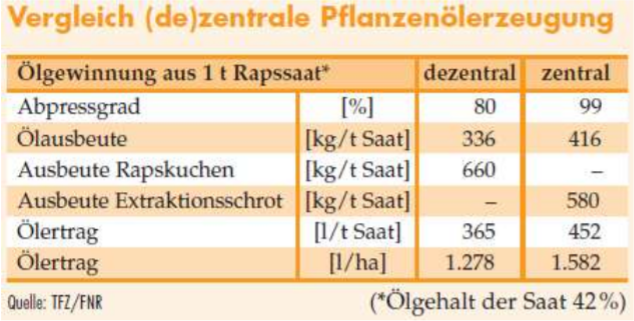
| Vergleich dezentrale/zentrale Pflanzenölerzeugung: | |
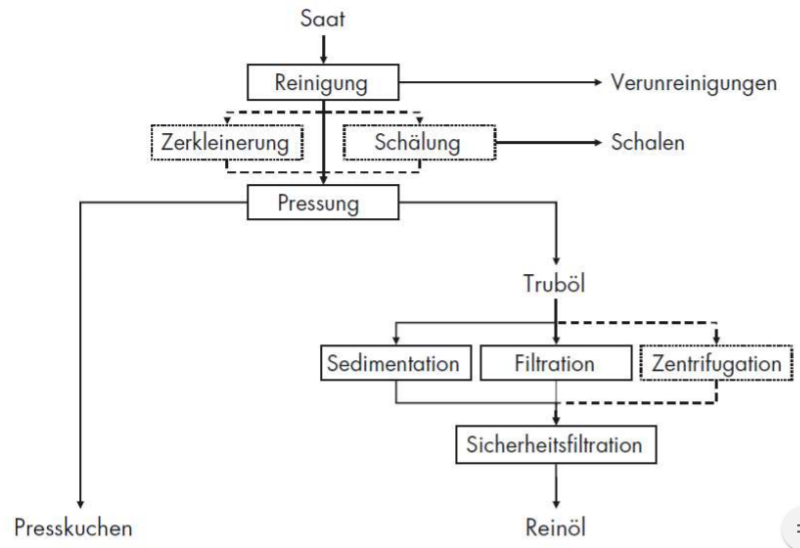
| Ölsaatenverarbeitung in dezentralen Ölmühlen | |
| Vorteile der dezentralen Ölgewinnung: | geringe Transportkosten/wege geringerer Energieverbrauch geringer/kein Chemieeinsatz geringer technischer Aufwand weniger Abwasseranfall |
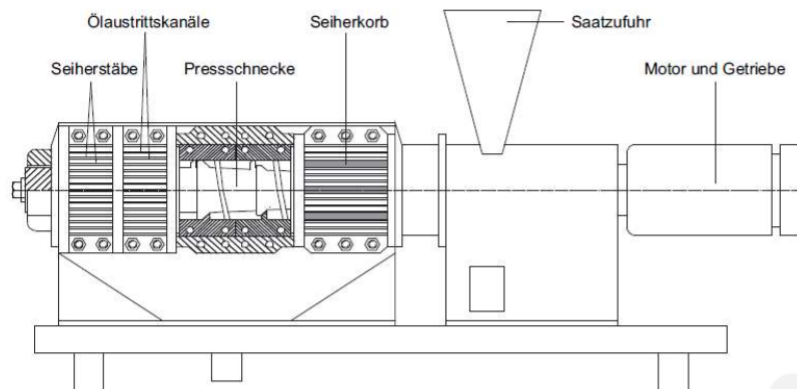
| Anlagenkomponenten von dezentralen Ölmühlen: | |
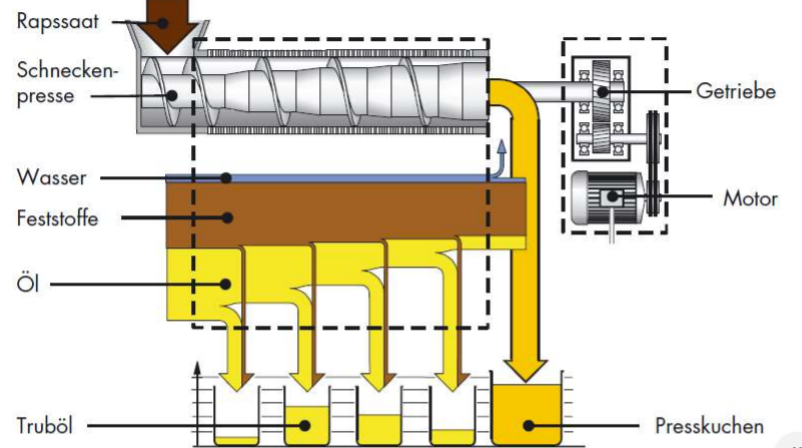
| Die Ölpresse – kontinuierliche Schneckenpressen: Seiherstab-Schneckenpresse | |
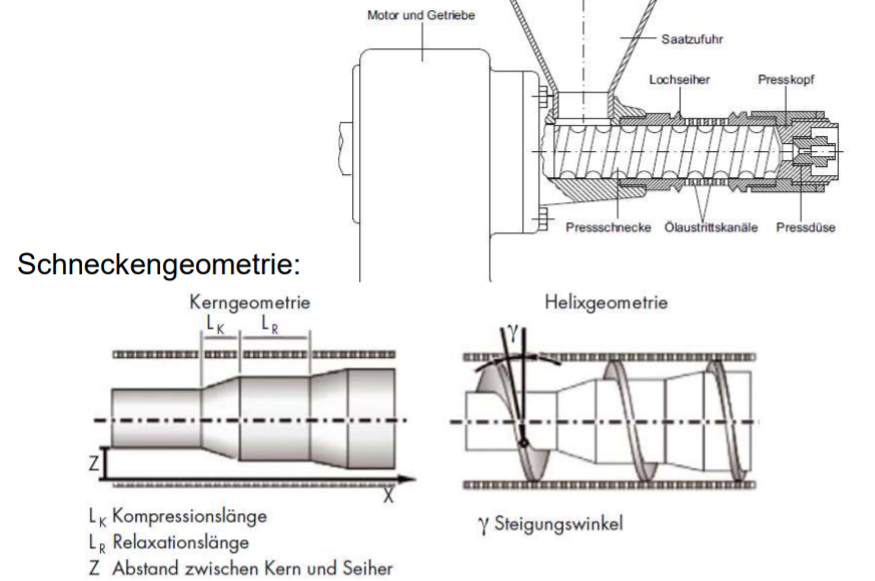
| Lochseiher-Schneckenpresse: | |
| Stoffflüsse bei der Ölpressung: erst ein bisschen, dann das meiste dann immer weniger Ölerstrag | |
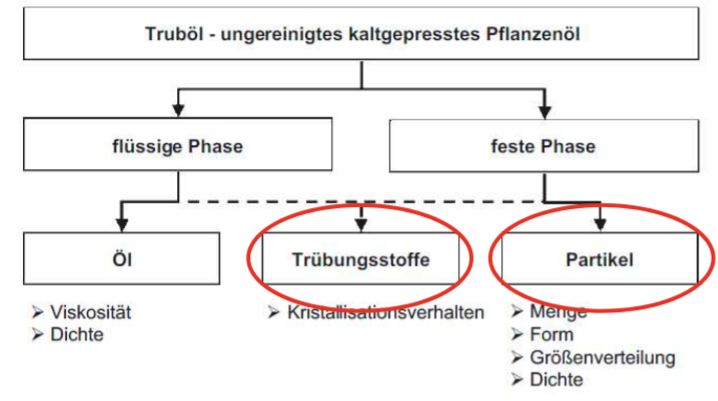
| Zusammensetztung von Truböl: | |
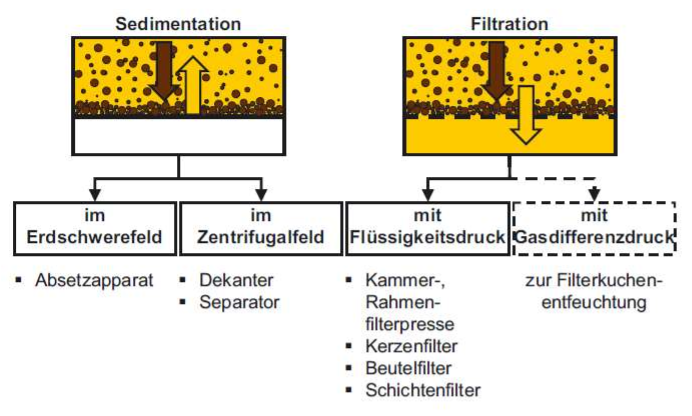
| Zwei Möglichkeiten um Feststoffe aus Truböl zu entfernen: | |
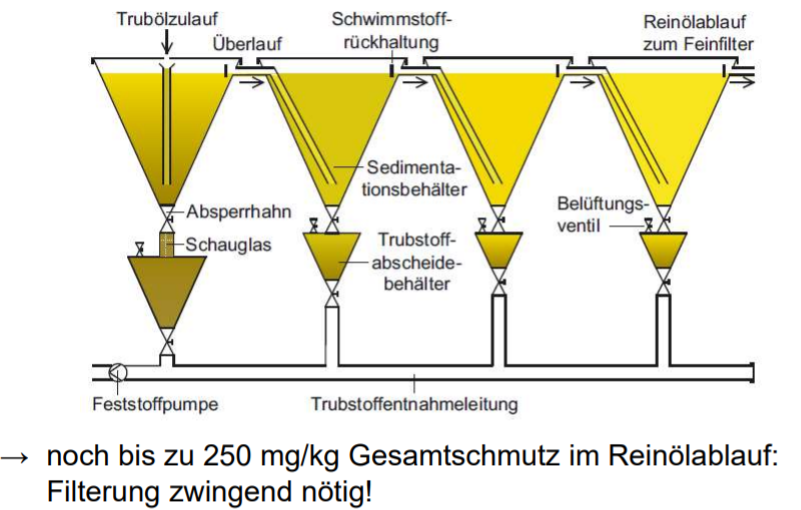
| einfaches Absetztverfahren zur Truböl gewinnung? | |
| andere Möglichkeiten der Schmutzabtrennung? | (dis)kontinuirlicher Dekanter Filtration auch mit Hilfmitteln Kerzenfilter, Beutelfinter Häufig im Einsatz: Kammer und Rahmenfilterpressen |
| wie verhält sich Viskosität von Pfalnzenölen: | Visk. sinkt bei Temp. Anstieg deswegen → Vorerwärmung vor Motor zur Reduzierung der Viskosität |
| Einflussparameter auf die Ölqualität: | verschiedene Inhaltsstoffe von Öl haben Auswirkungen auf unterschiedliche Vorgänge bei der Ölherstellung z.B. Schwefelgehalt hat Auswirkungen auf die Trocknung |
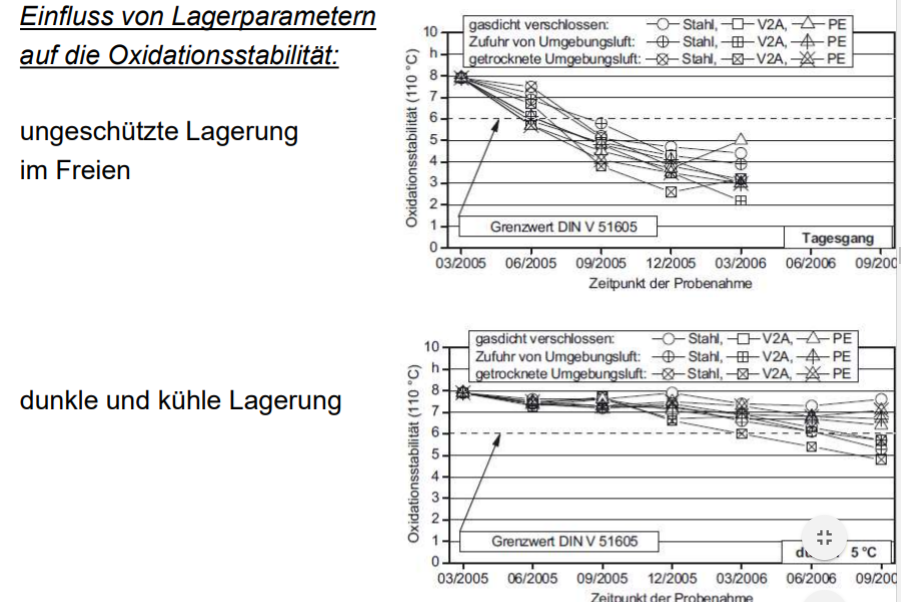
| Einfluss von Lagerparametern auf die Oxidationsstabilität: | |
| Wichtige kraftstoffrelevante Parameter der häufigsten Pflanzenöle: | • Kokos-, Palm- und Palmkernöl als Reinkraftstoff für mobile Anwendungen wg. Stockpunkt nicht geeignet → stationäre BHKW‘s • Soja-, Sonnenblumen- und Leindotteröl als Reinkraftstoff wg. hoher Jodzahl für mobile Anwendungen und moderne Motoren problematisch |
| 4 Maßnahmen bei der Umrüstung auf Pflanzenölbetrieb: Beispiel: Deutz Natural Fuel Engine – serienreifer Pflanzenölmotor | • Austausch nicht pflanzenölverträglicher Materialien (Schläuche, Dichtung) • größere Kraftstoffleitung • Austausch Kraftstofffilter bzw. Einbau zusätzlicher Filter • Einbau KS-Vorerwärmer |
| Mögliche Probleme beim Betrieb mit Pflanzenöl: | • Verkokungen an den Einspritzdüsen • Motorölverdünnung • Motoröleindickung • Filterverstopfung • Ablagerungen (Gum, Sludge) → 100-Traktoren-Programm: von 111 umgerüsteten Traktoren nur 30 ohne Störung. 10 mit schweren Störungen (> 15.000 €) |
| 3 Mögl. der Verwertung des Presskuchens / Extraktionsschrotes: Ca. 1/3 Öl, 2/3 Presskuchen! | Energetisch: • Verbrennung (hohe NOx -Emissionen, P) • Vergärung in BGA (vgl. Biogasskript) Stofflich: • Kompostierung (zu geringe Wertschöpfung) • Proteinextraktion (im Forschungsstadium) Verfütterung: • Proteinfuttermittel für Schweine und Rinder • Substitution von importierten (Gen-)Soja • höchste Wertschöpfung |
| Einsatzempfehlungen für Rapskuchen: | Vor allem Raps, Soja und Sonnenblume als Futterzusatz geeignet. Bei toxischen Pflanzen (z.B. Jatropha) ist energetische Nutzung vorzuziehen! |
| Biodiesel Merkmale: | • in Europa weitaus häufigster Biokraftstoff • zunehmende Bedeutung auch RoW • pflanzenölbasierter Kraftstoff • Rohstoffbasis: fast alle pflanzlichen und tierischen Fette und Öle, auch Altfette (wenige Ausnahmen z.B. Leinöl, Abscheiderfette) • problemlose Verwendung als B100 im KFZ (mit Freigabe), als B5 auch ohne Freigabe • Beimischungsstrategie (B5-30) // Reinkraftstoffstrategie Produktions-Technologien: • basisch katalysierte Umesterung • sauer katalysierte Veresterung |
| Warum Biodiesel? | → Anpassung Kraftstoffeigenschaften an bestehende Motorkonzepte, gleiche Viskosität wie Diesel → Umesterung / Veresterung zu Fettsäuremethylester (FAME) |
| Was ist das Multi-Feedstock- Verfahren? | Kombination aus Versterung und Umesterung für die Dieselherstellung |
| Weitere Herstellungsverfahren: | Hochdruck-Umesterungsverfahren Kontinuierliches Umesterungs-Verfahren |
| Umweltverträglichkeit von Diesel: | • Biodiesel wird als schwach wassergefährdend eingestuft; keine Gefährdung von Pflanzen und Tieren. • Gute biologische Abbaubarkeit: 99 % Abbau innerhalb von 28 Tagen durch Mikroorganismen; daher auch idealer Kraftstoff für Bootsmotoren oder in sensiblen Bereichen. |
| Betriebsverhalten FAME // Dieselkraftstoff im Dieselmotor im Gegensatz zum normalen Diesel | • Austausch von Kraftstoff berührenden Kunststoffen und Dichtungsmaterialien (KS-Leitung, Wellendichtungen, O-Ringe,..) durch beständige Materialen (z.B. Viton, Teflon) • Biodiesel löst Ablagerungen von Diesel aus dem Kraftstoff führenden System → anfangs häufigere Filterwechsel • Biodiesel ist hygroskopisch → Korrosionsgefahr • höherer Siedebereich → Gefahr von Motorölverdünnung • schlechtere Winterfestigkeit (CFPP) → insgesamt keine bzw. nur geringe Modifikationen erforderlich! |
| Argumente Pro Biodiesel: | Bessere THG-Bilanz Ressourcenschonung, da regenerativ Reduzierung Abhängigkeit von Ölimporten geringere Abgasemissionen Gute biologische Abbaubarkeit, geringe Toxizität Förderung regionaler Stoffkreisläufe |
| Argumente Contra Biodiesel: | rel. Niedriger Flächenertrag Flächenkonkurrenz mit Nahrungsmitteln begrenztes Potential (max. 10 % des Dieselverbrauchs in D) hohe Herstellungskosten Klimarelevanz durch Lachgasemissionen (intensive Stickstoffdüngung → 0,3 % in Atmosphäre) |
| Bioethanol: 2 Chemische Synthesewege: | Hydratisierung von Ethylen Erzeugung über Methanol und Synthesegas Mikrobiologische Fermentation |
| Rohstoffe für die Bioethanolproduktion: | Zuckerrüben Kartoffeln Lignocellulose Getreide Zuckerrohr |
| Zukunftsperspektive: lignocellulosehaltige Substraten: Cellulose: Hemicellulose: Lignin: | Cellulose: Kohlehydratketten aus Glucosebausteinen, nur sehr schwer hydrolysierbar Hemicellulose: Kohlehydratketten aus Hexosen und Pentosen, nur sehr schwer hydrolysierbar. Für Abbau Pentosen spezielle (gentechnisch modifizierte) Hefen nötig. Lignin: nicht fermentierbar! |
| Produktionsverfahren Bioethanol: 2. Fermentation | Im Fermenter werden die zuckerhaltigen Stoffe durch Hefe zu Alkohol vergoren. Die Hefe wird nach der Fermentation aus der Maische entfernt. |
| Produktionsverfahren Bioethanol: 3. Destillation | Bei der Destillation wird die Maische abdestilliert, die nur einen geringen Alkoholanteil besitzt. Durch Destillieren und Rektifizieren wird der Reinalkohol (96 %) gewonnen. Als Nebenprodukt fällt Schlempe an. Der Alkohol wird absolutiert, gereinigt und ist dann als Kraftstoff verwendbar. |
| höchste Ethanolerträge aus .. | Zuckerrohr und Zuckerrübe |
| Gesamtenergiebedarf für die Produktion von Bioethanol: | Zuckerrübe: bei 1 Liter 11,8 MJ Weizen: bei 1 Liter 11,1 MJ |
| Warum Beimischung in Form von ETBE? Synthese von ETBE: Ethanol + Isobuten → ETBE - Ethyltertiärbutylether | Additiv für Ottokraftstoffe (bis zu 15 %) • Oktanzahlverbesserer (Klopffestigkeit) • Ersatz für Organobleiverbindungen (Tetraethylblei etc.) in bleifreiem Benzin |
| Einsatzformen von Bioethanol: | • Bioethanol kann bis 5,25 % Benzin beigemischt werden • Flexible-Fuel-Vehicles (FFV) können mit einem beliebigen Ethanolanteil von bis zu 85% „E 85“ (= 85% Bioethanol, 15% Benzin) betrieben werden. • ETBE darf Ottokraftstoffen bis zu max. 15% beigemischt werden. Bisher liegt die Beimischungshöhe zwischen 0,4% bei Normalbenzin und 10% bei Superplus. „Bio“-Antei ETBE: 47 % |
| Hydrierung von Pflanzenölen - NExBtL | - Mithydrierung in Mineralölraffinerien (Hydrotreating, Cracker) - Hydrierung in speziellen Anlagen (Hydrotreating Reaktoren) → ca. 1,23 T Rohmaterial je T Biokraftstoff + H2 erforderlich! → Syn-Diesel mit ausgezeichneten Eigenschaften! |
| Biomass to Liquid (BtL) Kraftstoffe: | Vergasung der Biomasse → Synthese von Kohlenwasserstoffen |
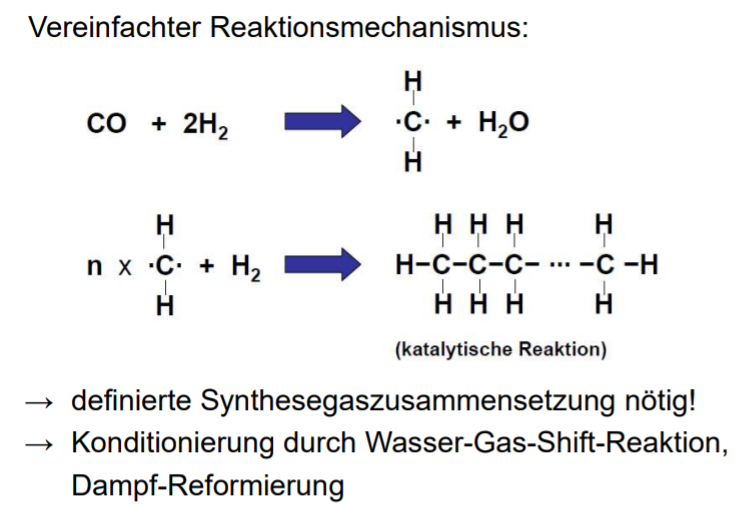
| Fischer-Tropsch-Synthese: | |
| Potenziale von BtL-Kraftstoffen: |
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Want to create your own Flashcards for free with GoConqr? Learn more.